

Discover how 3D printing transforms bipolar forceps manufacturing with enhanced precision, customization, and cost efficiency.
Proven Success in Surgical Tool 3D Printing
Surgical instruments like bipolar forceps demand the highest levels of precision, ergonomic performance, and reliability.
Far from being an experimental technology, additive manufacturing (AM) has matured into a validated production method for complex medical devices, enabling clinical outcomes that were previously impossible. Here are a few industry-defining examples showcasing its impact:
-
Stryker manufactures titanium spinal implants with a porous, web-like structure that promotes natural bone ingrowth, leading to faster and more reliable patient recovery.
-
Materialise produces patient-specific surgical guides that precisely match an individual’s anatomy, reducing operating room time by up to 25% while increasing surgical accuracy.
-
Diener Implants redesigned a complex surgical retractor, consolidating an 8-part assembly into a single printed piece to streamline production and improve sterilization.
These results demonstrate that AM is not just a prototyping tool—it is a mature production method for critical medical instruments.
This proven capability naturally extends to bipolar forceps 3D printing, where biocompatibility, thermal control, and surgeon-specific ergonomics are crucial to advancing surgical performance.
Understanding Bipolar Forceps
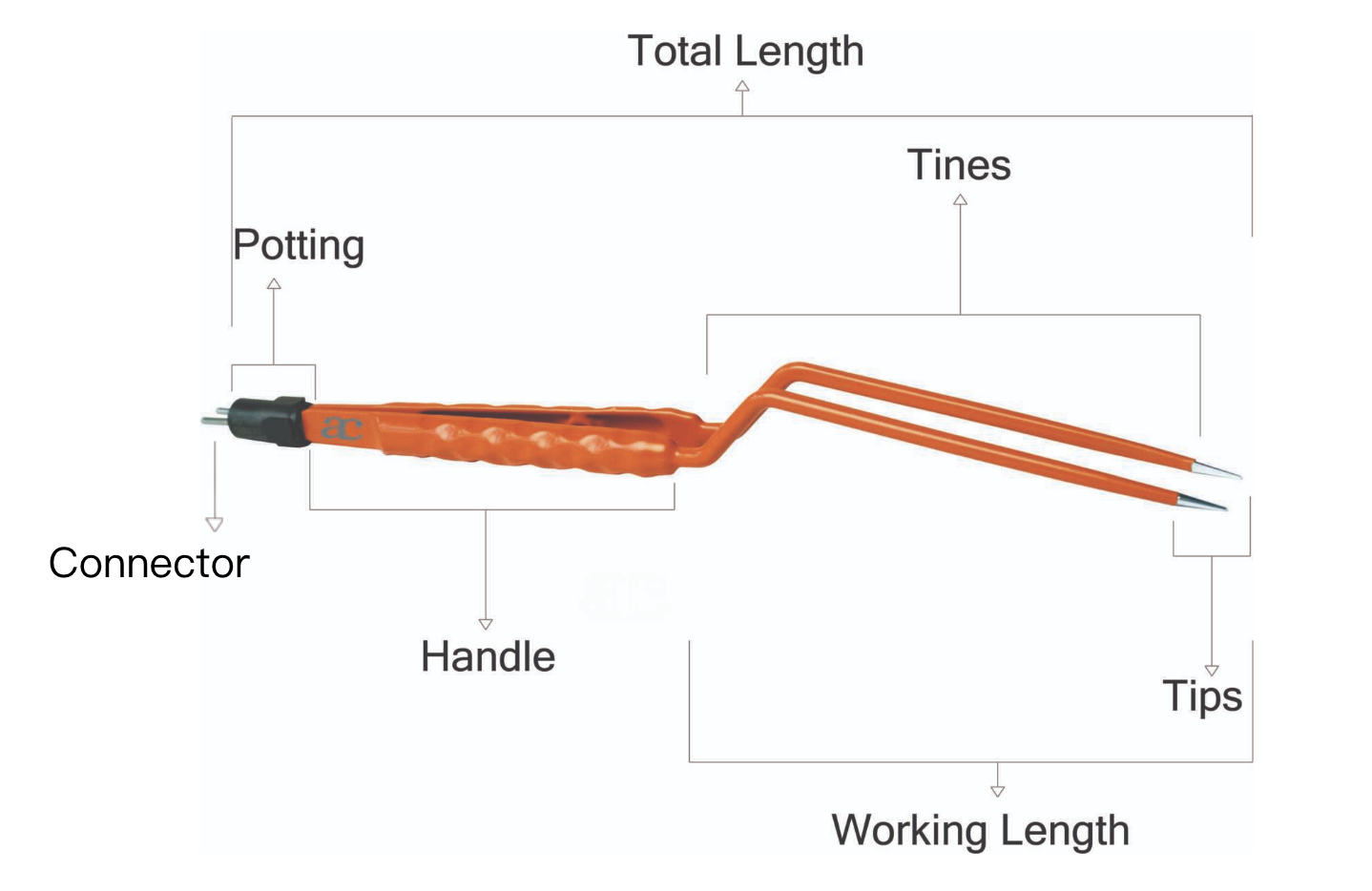
Source: acemedicalco.com
Bipolar forceps are precision surgical instruments designed with a core principle: current passes only between the two forceps tips. This allows for highly localized coagulation of tissue with minimal damage to surrounding areas. It is primarily composed of the following parts:
1. Tips
-
Function: The working end that directly contacts, grasps, and coagulates tissue, completing the electrical circuit.
-
Key Features:
-
Non-Stick Coating: Often made of silver alloys to prevent tissue from sticking during coagulation.
-
Variety of Shapes: Available in straight, angled, and bayonet forms to suit different surgical needs.
-
-
Materials: Surgical-grade stainless steel or titanium alloy. ⠀
2. Tines
-
Function: Connect the tips to the handle and transmit the surgeon’s operational force.
-
Key Features:
-
Full Insulation: Covered with a thick layer of insulating polymer (such as Nylon or PEEK) to protect surrounding tissue and the operator.
-
-
Materials: The core material is the same as the tips, either stainless steel or titanium alloy. ⠀
3. Handle
-
Function: The part held by the surgeon to control the opening and closing of the tips.
-
Key Features:
-
Ergonomic Design: Ensures a comfortable grip and precise control.
-
Spring Action: Provides tactile feedback and allows the tips to open automatically. ⠀
-
4. Connector & Potting
-
Connector (Plug):
-
Function: Located at the end of the forceps, it connects to the electrosurgical generator via a cable.
-
-
Potting:
-
Location: This is a manufacturing process, not a separate component, typically applied where the internal wires connect to the forceps body.
-
Function: Uses a medical-grade resin (like epoxy) to completely seal and secure the internal wire connections.
-
Core Value: Provides critical electrical insulation, mechanical strength, and a watertight seal, ensuring the instrument can withstand repeated cleaning and high-pressure steam sterilization (autoclaving).
-
These components work together to form a safe, reliable, and precise high-performance surgical instrument.
Why Replace Traditional Manufacturing?
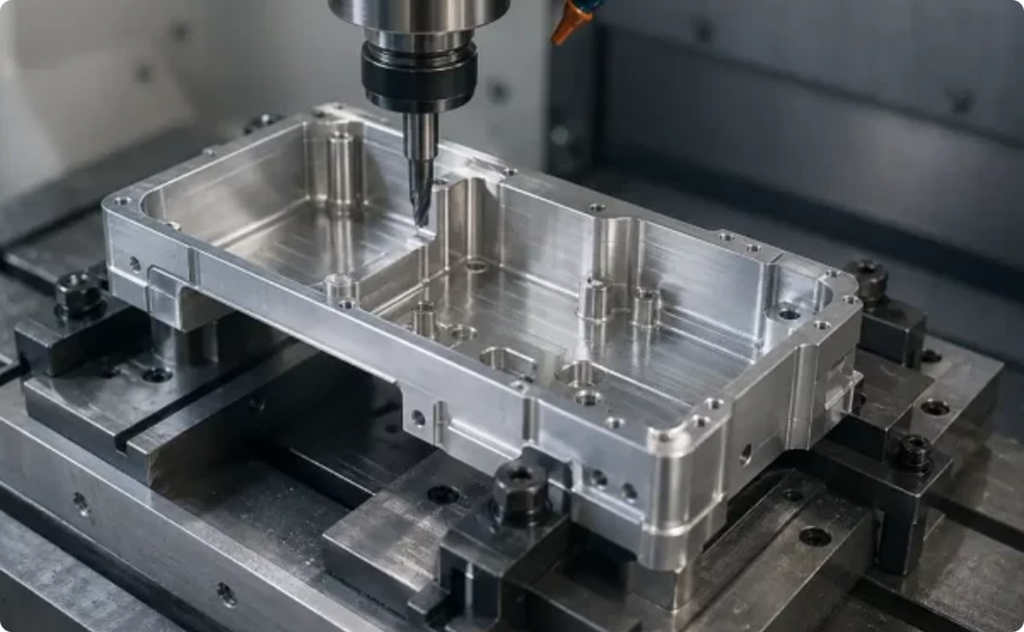
The traditional manufacturing of bipolar forceps relies on CNC machining for metal components and injection molding for polymer parts, followed by manual assembly. While this approach is well-established, it imposes fundamental limitations that constrain design (especially tips), performance, and innovation.
1. Solid Tips with No Integrated Functionality
-
The Flaw: Traditional methods can only create solid metal tips.
-
The Consequence: This makes it impossible to integrate internal cooling or irrigation channels, leading directly to heat build-up and tissue adhesion—a major clinical issue that interrupts surgical flow and risks patient safety.
2. Geometry Limited by Tooling
-
The Flaw: Designs are restricted by what a cutting tool can reach or a mold can form.
-
The Consequence: This forces compromises on ideal ergonomics and prevents the creation of complex, lightweight structures, limiting the instrument’s performance and user comfort.
3. High Cost of Tooling
-
The Flaw: Injection molds for components like handles are extremely expensive, often costing tens of thousands of dollars.
-
The Consequence: This high upfront cost locks in a single design, making it financially risky to explore multiple variations or create custom instruments for specialized procedures.
4. Slow Innovation Cycles
-
The Flaw: Fabricating a new mold takes weeks or even months.
-
The Consequence: This creates a significant bottleneck in the development process, dramatically slowing down design iteration and delaying the launch of improved products in response to surgeon feedback.
These challenges highlight the need for a new manufacturing approach—one that removes the barriers of tooling, liberates design from geometric constraints, and enables the integration of advanced functionality.
From Capability to Impact in the OR
Additive manufacturing directly addresses the limitations of traditional methods by translating its core capabilities into tangible clinical and operational advantages. Each pain point of conventional manufacturing finds its solution in AM.
-
Integrated Functionality in Tips for Superior Performance
Metal 3D printing’s design freedom makes it possible to build integrated micro-channels inside the tips for active cooling. By preventing the heat build-up that causes tissue adhesion, this feature ensures a smoother surgical workflow and directly improves patient outcomes.
-
Optimal Ergonomics Through Geometric Freedom
3D printing is not constrained by the physical limitations of cutting tools or molds, effortlessly producing complex, organic, and hollow ergonomic shapes. Surgeons can benefit from instrument handles that are perfectly contoured, lightweight, and balanced, reducing fatigue during long procedures and enhancing control.
-
Accelerated Innovation with Tool-less Manufacturing
As a tool-less process, 3D printing allows engineers to create and test multiple design prototypes for a low cost in just days. This eliminates the financial and time barriers of molds, dramatically accelerating innovation and speeding time-to-market for superior instruments.
3D Printing Processes and Materials Selection for Metal Forceps Components
For handles, connectors, and insulators, polymer AM methods like Multi Jet Fusion (MJF) or Selective Laser Sintering (SLS) enable lightweight, durable, and customizable parts using biocompatible materials such as Nylon (PA12).
However, the key innovations in bipolar forceps lie in their metallic components. The tips and structural arms must withstand high heat, conduct electricity, and tolerate repeated sterilization—requirements best met by metal 3D printing.
Our analysis will therefore focus on leading metal AM technologies and materials that enhance these core functions.
Applicable Metal AM Technologies
For the metallic tips and structural arms of bipolar forceps, two primary metal additive manufacturing technologies stand out: Metal Laser Powder Bed Fusion (LPBF) and Binder Jetting.
1. Laser Powder Bed Fusion (LPBF)
Also known as Selective Laser Melting (SLM) or Direct Metal Laser Sintering (DMLS), LPBF is currently the most mature and widely adopted technology for producing high-performance, end-use medical devices.
-
How it Works: A high-power laser melts and fuses fine metal powder, layer by layer, to create fully dense parts.
-
Why it’s Suitable:
-
Exceptional Detail and Resolution: LPBF can achieve very fine feature details (down to ~100 microns), which is essential for creating the sharp, precise tips and, most importantly, the complex internal micro-channels required for irrigation and cooling.
-
High Density and Strength: The process produces fully dense parts (typically >99.5% density) with mechanical properties that are often comparable or even superior to those of wrought or cast metals.
-
Proven & Validated: LPBF is a trusted technology with a long track record of producing FDA-cleared implants and surgical tools.
-
This technology is rapidly emerging as a cost-effective solution for higher-volume production.
-
How it Works: It uses a binding agent to “glue” metal powder together, after which the part is sintered in a furnace to achieve full density.
-
Why it’s Suitable:
-
High Throughput and Lower Cost: Binder Jetting is much faster than LPBF in the printing stage, making it ideal for producing hundreds or thousands of tips at a lower cost-per-part.
-
Excellent Surface Finish: Achieves a smooth surface that is ideal for surgical instruments.
-
No Internal Stresses: Binder Jetting is a non-thermal process during printing, resulting in parts with very low internal stress, which improves dimensional stability.
-
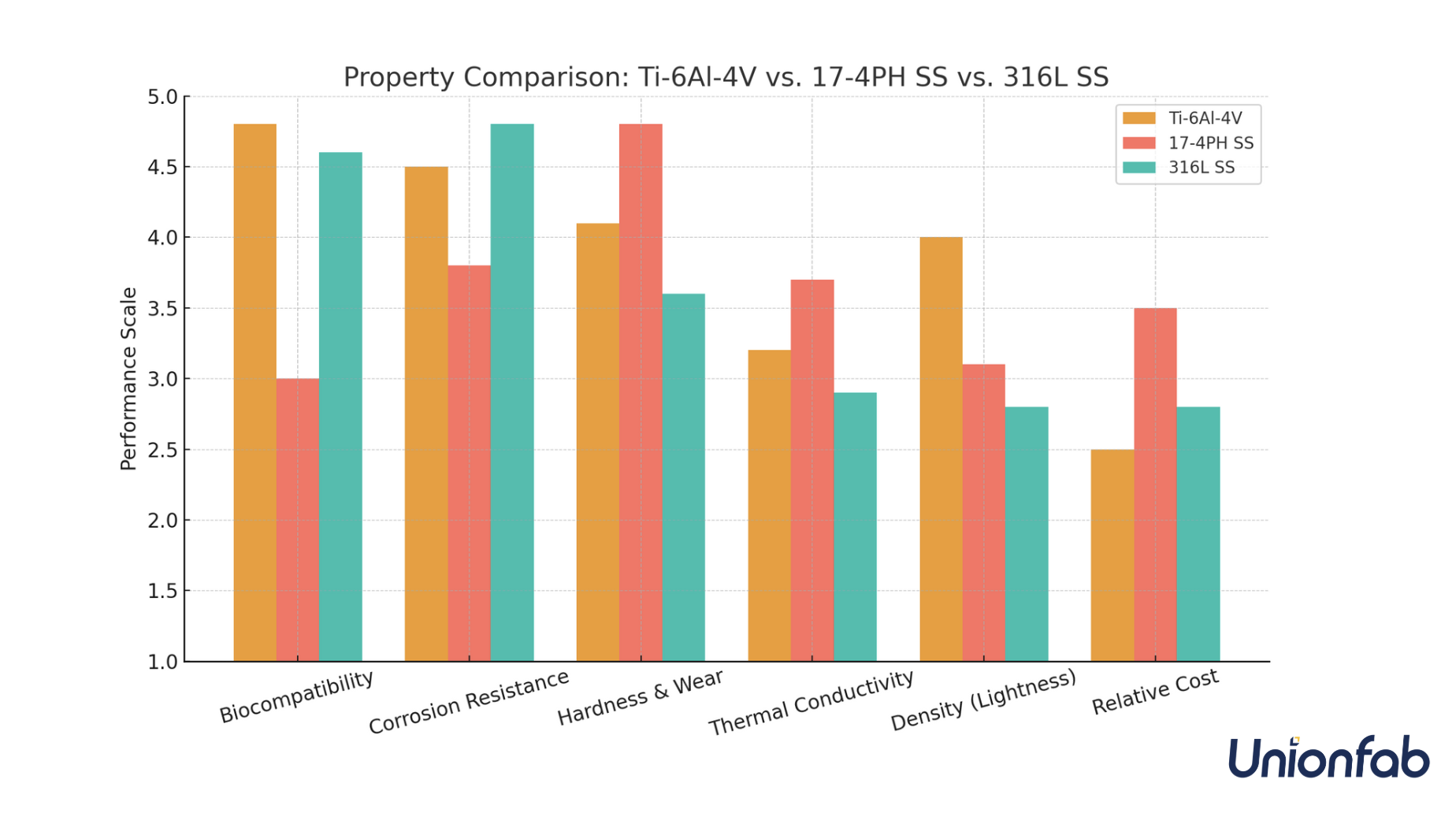
Suitable Materials: A Detailed Comparison
The choice of material is as critical as the process itself.
|
Feature |
Titanium Alloy (Ti-6Al-4V) |
17-4PH Stainless Steel |
316L Stainless Steel |
|---|---|---|---|
|
Biocompatibility |
Excellent: |
Good: |
Very Good: |
|
Corrosion Resistance |
Excellent: |
Good: |
Excellent: |
|
Hardness & Wear Resistance |
Good: |
Excellent: |
Moderate: |
|
Thermal Conductivity |
Low: |
Moderate: |
Moderate: |
|
Density (Weight) |
Low (~4.4 g/cm³): Its primary advantage, resulting in a significantly lighter instrument that reduces surgeon fatigue. |
High (~7.8 g/cm³): |
High (~8.0 g/cm³): |
|
Relative Cost |
High |
Moderate |
Low |
|
Best Suited Technology |
LPBF |
LPBF & Binder Jetting |
LPBF & Binder Jetting |
In summary,
-
For Maximum Performance: Use a hybrid approach. Select 17-4PH Stainless Steel for the tips to ensure maximum hardness and durability, combined with Titanium (Ti-6Al-4V) for the arms to minimize instrument weight.
-
For the Best Value: 316L Stainless Steel offers an excellent balance of performance and cost. Pair it with Binder Jetting for the most cost-effective solution in high-volume production.
-
When Minimizing Weight is the Top Priority: Titanium (Ti-6Al-4V) is the ideal choice. Its low density creates the lightest possible instrument to reduce surgeon fatigue, making it the premium option for complex procedures.
Choosing the perfect combination requires deep expertise. If you are unsure which solution best fits your project’s specific requirements and budget, talk to a Unionfab expert today for a personalized consultation.
Unionfab’s Metal 3D Printing Service
With 20+ years of expertise, 1,000+ industrial 3D printers, and 6 cutting-edge factories, Unionfab, certified with ISO 9001, ISO 13485, and AS 9001D, is committed to delivering high-quality, cost-effective 3D printing services.
The followings are the details of our metal printing service.
|
|
SLM/DMLS |
Binder Jetting |
|---|---|---|
|
Equipment |
BLT; SLM; EOS; EXONE |
HP S100 |
|
Materials |
Aluminum (Alsi10Mg) |
Stainless Steel 316L |
|
Max Part Size |
400 x 300 x 400mm |
420 x 420 x 450mm |
|
Layer Thickness |
0.035 mm |
0.035 mm |
|
Tolerance |
±0.2 mm |
±0.2 mm |
|
Min. Wall Thickness |
0.5 mm |
0.5 mm |
|
*Min. Reference Unit Price of Materials |
Aluminum (Alsi10Mg): $0.6/g |
Aluminum (Alsi10Mg) $0.6/g |
|
Pass Rate |
99.5% |
99.5% |
|
Lead Time |
As fast as 4-5 days |
As fast as 4-5 days |
|
On-time Delivery Rate |
98% |
98% |
|
Certification |
ISO 9001, ISO 13485, and AS 9001D |
ISO 9001, ISO 13485, and AS 9001D |
*The actual unit price is subject to real-time inquiry.
Post Processing
We not only provide high-precision printing but also a range of post-processing options below, including sandblasting, electroplating, and polishing etc., to improve surface quality, durability, and aesthetics of the prints, ensuring the perfect fit for various applications.
 |
 |
 |
 |
 |
|---|---|---|---|---|
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
QA Report
In addition to delivering cost-effective prints, we also offer quality assurance services and can send the QA report with the shipment.
Btw, if you haven’t used Unionfab’s 3d printing service yet, sign up now to get a 10% discount on your first order!
Breaking Down 3D Printing Costs
Understanding the cost of 3D printing a part like a bipolar forceps tip requires looking beyond just the material. The total cost is a sum of several key factors, which can be expressed with the following formula:
Total Cost = Printing Cost (material price × part weight) + Post-Processing Cost + Packaging Fees + Shipping Fees + Customs Duty
Printing Cost
This is the foundational cost of the part itself and is calculated based on two simple variables:
-
Material Price: This is the cost of the raw material, typically quoted per gram or kilogram.
-
Part Weight: Calculated by multiplying the model’s volume (from your CAD software) by the selected material’s density.
For example, let’s calculate the printing cost for a bipolar forceps tip made from 316L Stainless Steel. While Unionfab’s instant quoting system calculates this for you automatically, here is a manual example for reference:
-
Material: 316L Stainless Steel
-
Example Price: $0.40 per gram
-
Example Weight: 20 grams
-
*Printing Cost: 20 grams × 0.40/gram= 8$
Ready to find out the exact cost for your part? Get a Free Instant Quote below


