

Explore key metal 3D printing technologies including SLM, EBM, WAAM, Metal Binder Jetting, and Cold Spray. Learn how they work, materials, pros and cons, and applications to choose the right technology.
Introduction
In our previous article, Metal 3D Printing Processes Explained: PBF, DED, BJ, and MEX, we introduced the four core process categories of metal 3D printing. But when faced with acronyms such as SLM, EBM, and WAAM, you may wonder how they actually differ in real engineering practice.
This guide takes a closer look at these specific technologies, comparing their capabilities and application scenarios. Before exploring each process in detail, you can use the mind map below to quickly understand the overall technology landscape.
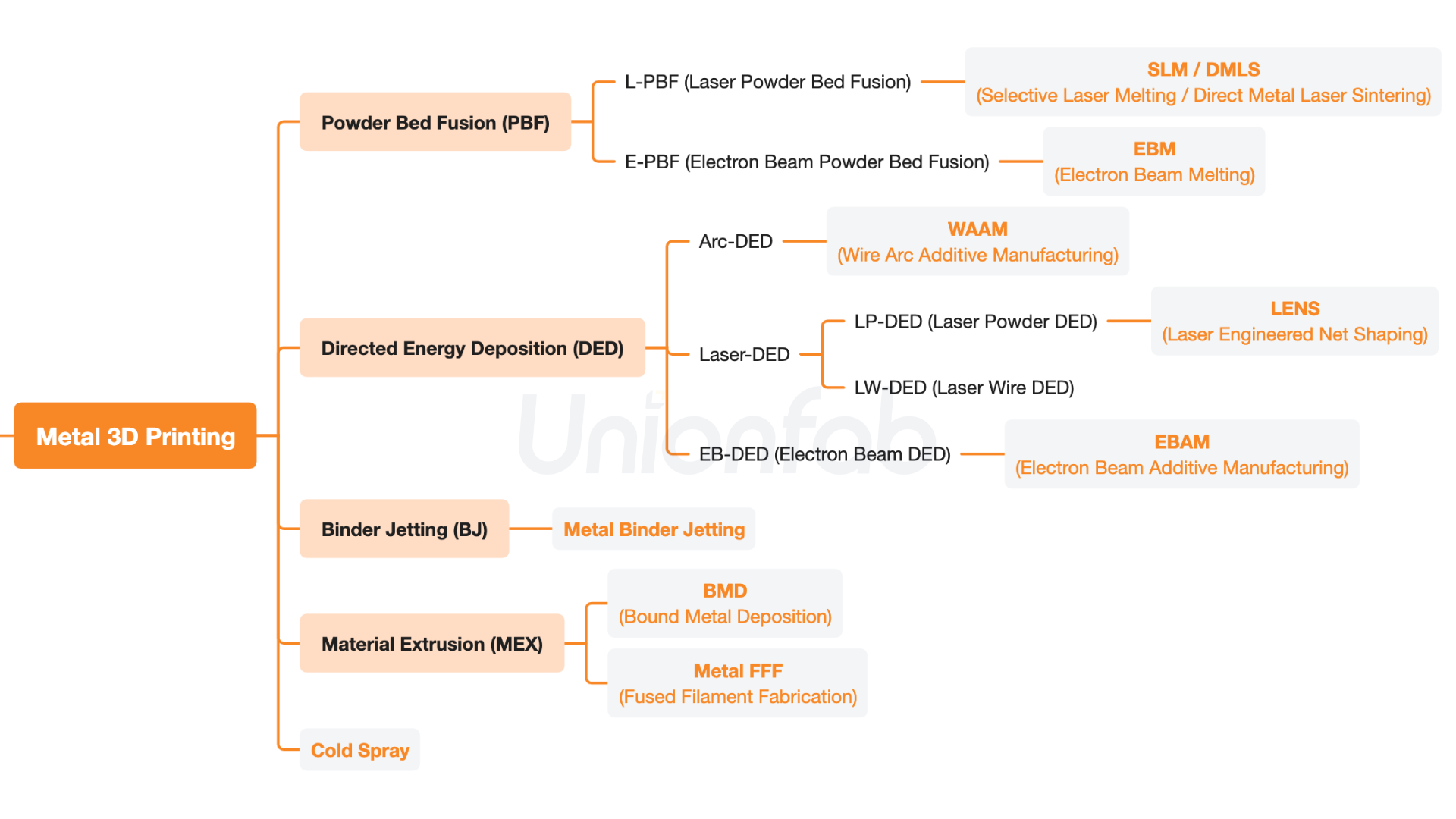
Powder Bed Fusion (PBF)
Powder Bed Fusion (PBF) processes use a concentrated thermal energy source to selectively melt and fuse layers of fine metal powder, producing dense, high-precision parts layer by layer.
Based on the type of energy source used to fuse the powder, metal PBF technologies are commonly classified into two primary categories:
-
Laser Powder Bed Fusion (L-PBF) — includes SLM and DMLS
-
Electron Beam Powder Bed Fusion (E-PBF) — includes EBM
Selective Laser Melting (SLM) / Direct Metal Laser Sintering (DMLS)
Source: researchgate.net
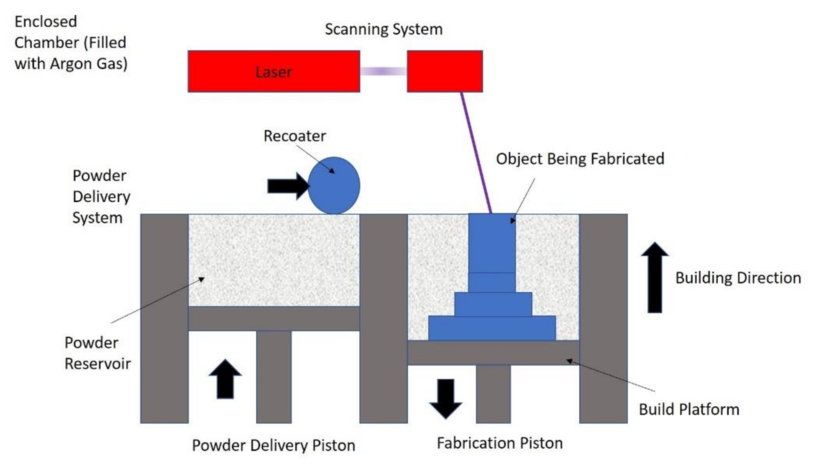
Both SLM and DMLS belong to the laser-based branch of Powder Bed Fusion, commonly referred to as Laser Powder Bed Fusion (L-PBF). In industrial practice, the two terms are often used interchangeably, as they operate on nearly identical principles and produce comparable results.
In this process, a high-power laser scans across a flat bed of metal powder, selectively melting particles based on the part’s cross-sectional geometry. After each layer is completed, the build platform lowers slightly, a recoater spreads a fresh layer of powder, and the cycle repeats until the part is fully formed.
Key technical characteristics of SLM/DMLS are summarized below:
|
Attribute |
Details |
|---|---|
|
Energy Source |
Laser |
|
Feedstock |
Fine metal powder |
|
Materials |
Titanium alloys (e.g., TC4/Ti6Al4V), Aluminum alloys (e.g., AlSi10Mg, 6061), Stainless Steel (e.g., 316L, 17-4 PH), Inconel (e.g., IN718), Cobalt Chrome |
|
Pros |
High geometric design freedom; Dense high-strength metal parts; Excellent dimensional accuracy and detail resolution |
|
Cons |
High equipment and material cost; Residual stress and distortion risk; Post-processing required |
|
Applications |
Aerospace engine components, medical and dental implants, complex tooling, high-performance automotive parts |
For a more detailed explanation of SLM, see our Comprehensive Guide to SLM 3D Printing.
EBM (Electron Beam Melting)
Source: researchgate.net
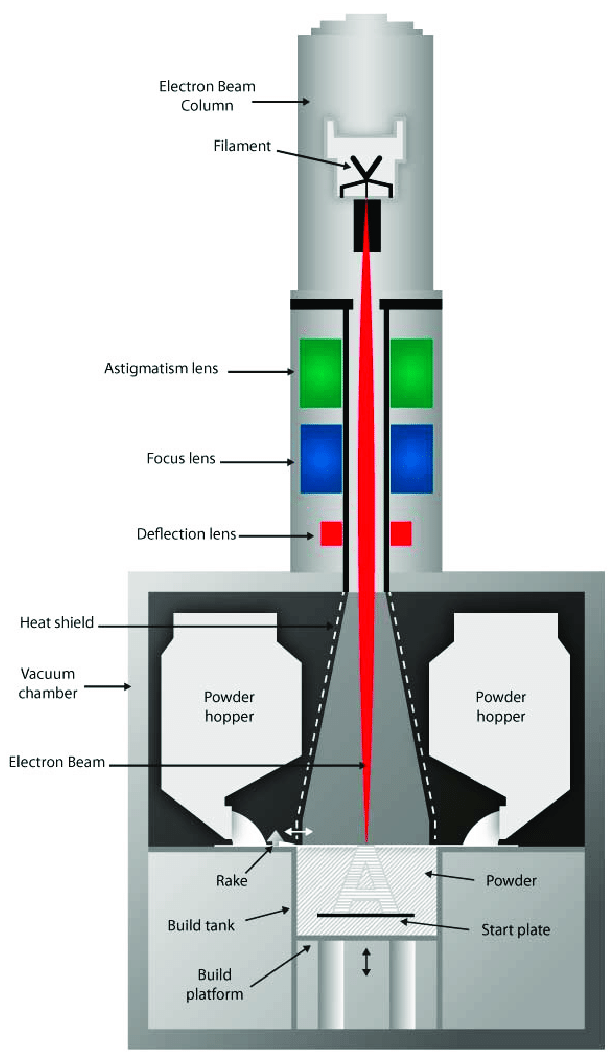
EBM is a Powder Bed Fusion process that uses a focused electron beam to selectively melt and fuse metal powder layer by layer. The process is conducted in a high-vacuum chamber, where the powder bed is pre-heated to reduce residual stress and improve build stability, making it well suited for large or high-strength metal components.
Key technical characteristics of EBM are summarized below:
|
Attribute |
Details |
|---|---|
|
Energy Source |
Electron Beam |
|
Feedstock |
Fine metal powder |
|
Materials |
Primarily Titanium alloys and Cobalt Chrome |
|
Pros |
Minimal residual stress; Superior mechanical properties; Faster build rates for bulky parts; Fewer support structures required |
|
Cons |
Rougher surface finish; Requires a strict high-vacuum environment; Limited material selection; High initial equipment investment |
|
Applications |
Orthopedic implants (where rough surfaces aid bone ingrowth), aerospace turbine blades, structural aviation components |
For a more detailed explanation of EBM, see our In-Depth Guide to Electron Beam Melting (EBM).
Directed Energy Deposition (DED)
Directed Energy Deposition (DED) uses a focused heat source to melt metal as it is deposited through a nozzle, forming material precisely where it is needed. Based on how this energy is delivered and how material is supplied, DED technologies are typically classified by two primary variables: Energy Source and Feedstock Form.
-
Energy Sources: Laser, Electron Beam, or Electric/Plasma Arc.
-
Feedstock Forms: Metal Powder or Metal Wire.
By combining different energy sources with different feedstock forms, the most widely adopted DED sub-technologies emerge:
-
Arc + Wire = WAAM (Wire Arc Additive Manufacturing)
-
Laser + Powder = LENS (Laser Engineered Net Shaping) / LMD (Laser Metal Deposition)
-
Electron Beam + Wire = EBAM (Electron Beam Additive Manufacturing)
WAAM (Wire Arc Additive Manufacturing)
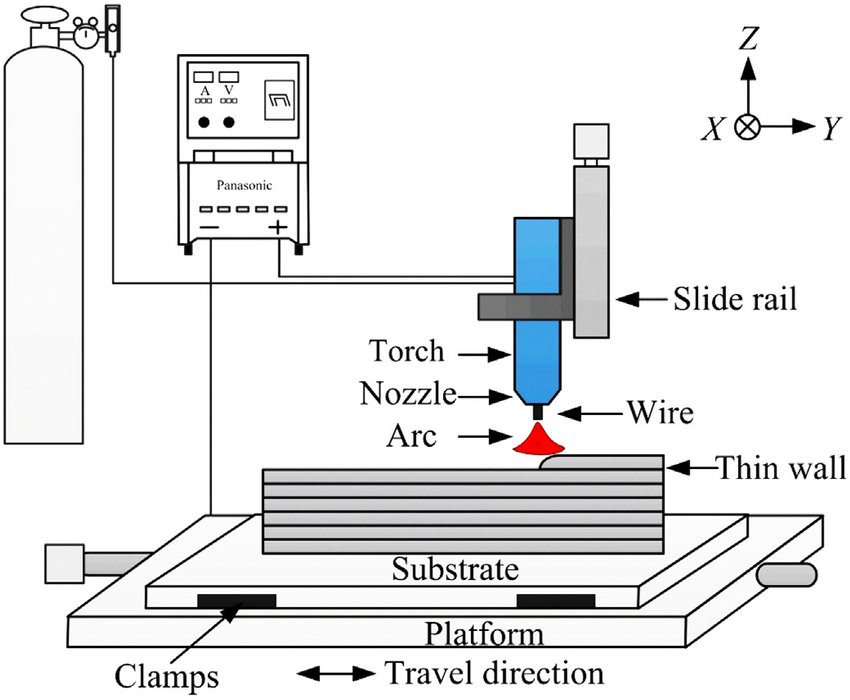
Source: researchgate.net
WAAM is a Directed Energy Deposition process that uses an electric or plasma arc to melt a continuously fed metal wire. A robotic arm or multi-axis system guides the welding torch along a programmed path, depositing molten metal bead by bead onto a substrate or previous layer.
Each deposited track rapidly solidifies, and the process repeats layer by layer to build a near-net-shape metal part. Shielding gas or controlled atmospheres are often used for reactive materials, followed by heat treatment and CNC machining to reach final tolerances.
Key technical characteristics of WAAM are summarized below:
|
Attribute |
Details |
|---|---|
|
Energy Source |
Electric/Plasma Arc |
|
Feedstock |
Metal Wire |
|
Materials |
Steels, Titanium alloys, Aluminum alloys, Nickel-based alloys |
|
Pros |
Extremely high deposition rates; Low material cost; Large build capability; High material utilization; Flexible and repair-friendly |
|
Cons |
Lower dimensional accuracy; Surface finish issues; High heat input; Extensive post-machining required; Limited fine-feature capability |
|
Applications |
Large aerospace structural components, marine propellers, heavy machinery parts, repair of high-value components, large tooling and molds |
LENS (Laser Engineered Net Shaping)
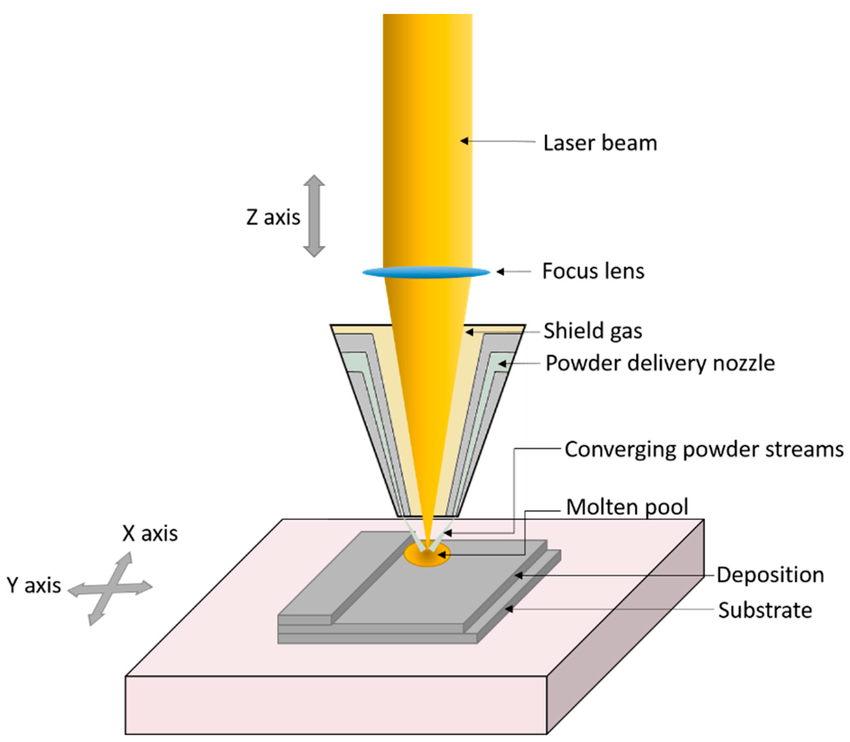
Source: researchgate.net
LENS is a specific type of Directed Energy Deposition (DED) that utilizes a high-power laser to create a precise melt pool on a metallic substrate. Unlike wire-based systems, LENS uses a carrier gas to blow fine metal powder through specialized coaxial nozzles directly into the laser’s focus point.
Key technical characteristics of LENS are summarized below:
|
Attribute |
Details |
|---|---|
|
Energy Source |
Laser |
|
Feedstock |
Metal Powder |
|
Materials |
Tool steels, Titanium alloys, Nickel-based alloys, and custom multi-material blends |
|
Pros |
High-value repair; Functionally graded materials; Hybrid manufacturing; High material density |
|
Cons |
Slower deposition rates; Atmospheric constraints; Complex toolpath planning; Higher material cost |
|
Applications |
Repairing aerospace engine components, adding wear-resistant cladding, developing gradient alloy prototypes, hybrid additive-subtractive manufacturing |
EBAM (Electron Beam Additive Manufacturing)
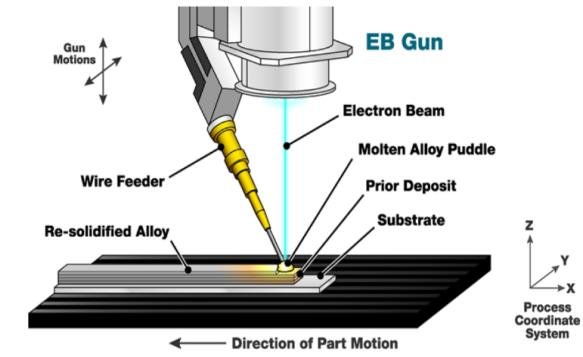
Source: researchgate.net
EBAM is a wire-based Directed Energy Deposition process that uses a high-energy electron beam to melt metal in a high-vacuum environment. A continuously fed metal wire is melted by the focused beam and deposited layer by layer along a programmed toolpath.
Key technical characteristics of EBAM are summarized below:
|
Attribute |
Details |
|---|---|
|
Energy Source |
Electron Beam |
|
Feedstock |
Metal Wire |
|
Materials |
Titanium alloys, Tantalum, Tungsten, Niobium, Nickel-based alloys |
|
Pros |
Extremely high deposition rates; Oxidation prevention (vacuum environment); Dense parts with strong bonding; Suitable for reactive metals |
|
Cons |
High capital and operational cost; Lower geometric resolution; Requires CNC machining (near-net shape); Limited supplier ecosystem |
|
Applications |
Spacecraft propellant tanks, large aerospace structural frames, high-value titanium components, defense and energy systems |
Binder Jetting
Binder Jetting is an additive manufacturing process category that can be applied to a range of materials, including metals, sand, ceramics, and gypsum. In industrial contexts, the term most commonly refers to its metal-specific implementation, Metal Binder Jetting (MBJ).
Metal Binder Jetting
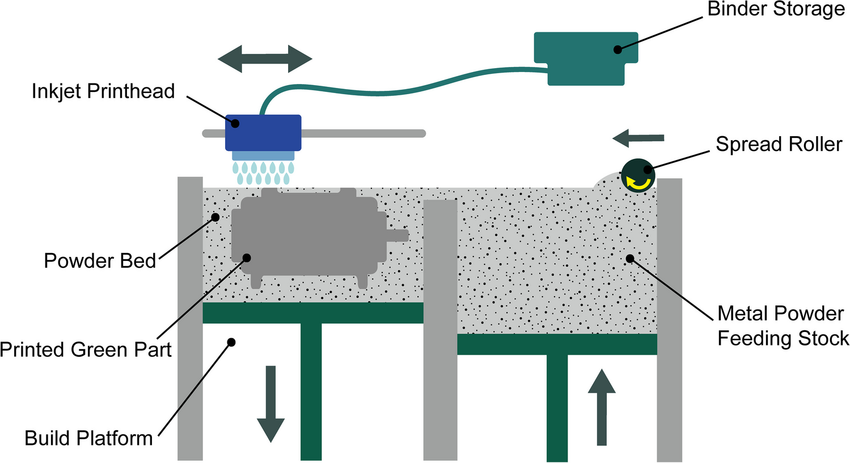
Source: researchgate.net
The process separates shape formation from final strengthening, using a clear multi-step workflow:
-
Powder Spreading: A recoater spreads a thin layer of metal powder across the build platform.
-
Binder Deposition: An inkjet printhead selectively deposits a liquid binder to join powder particles and form each layer.
-
Green Part Formation: The process repeats layer by layer. The resulting “green part” is porous and fragile, supported by surrounding loose powder.
-
Furnace Densification: Parts are strengthened in a furnace through sintering (particle fusion) or infiltration with a lower-melting-point metal such as bronze.
Key technical characteristics of Metal Binder Jetting are summarized below:
|
Attribute |
Details |
|---|---|
|
Energy Source |
No heat during printing; thermal energy applied during furnace sintering |
|
Feedstock |
Fine metal powder + liquid binder |
|
Materials |
Stainless steels (e.g., 316L, 17-4 PH), copper alloys, tool steels, Inconel, cobalt-chrome |
|
Pros |
High throughput and speed; Low thermal stress; Support-free printing; Cost-efficient for batch production |
|
Cons |
Significant shrinkage during sintering; Slightly lower density than PBF; Lengthy post-processing required |
|
Applications |
Automotive components, electronics housings, surgical tools, mass-produced small complex parts |
For a deeper understanding of Binder Jetting, explore our Metal Binder Jetting guide or compare it with laser-based technologies in our Metal Binder Jetting vs DMLS article.
Metal Material Extrusion (MEX)
Metal Material Extrusion (MEX) includes extrusion-based metal 3D printing processes that deposit binder-bound metal feedstock layer by layer to form a “green” part, which is subsequently densified through debinding and furnace sintering to produce a near-solid metal component.
Based on the form of the bound metal feedstock and extrusion implementation, metal MEX technologies are commonly categorized into two representative process approaches:
-
Rod-Based Bound Metal Extrusion — represented by BMD (Bound Metal Deposition)
-
Filament-Based Metal Extrusion — represented by Metal FFF (Fused Filament Fabrication)
BMD (Bound Metal Deposition)
Source: sciencedirect.com
Bound Metal Deposition (BMD) is an extrusion-based metal 3D printing process that produces dense metal parts through a three-stage workflow:
-
Print (Green Part): Dual heated nozzles extrude metal-filled filaments to build the part and its supports layer by layer. A specialized ceramic release layer is often printed between the part and the supports to facilitate easy removal after sintering.
-
Debind (Brown Part): The primary binder is removed, typically in a specialized fluid or chemical bath, leaving a fragile, porous “brown part”.
-
Sinter (Finished Part): The part is placed in a high-temperature furnace where the remaining binder is removed and metal particles fuse together. This densification process results in a final component with predictable 17–22% shrinkage.
Key technical characteristics of BMD are summarized below:
|
Attribute |
Details |
|---|---|
|
Energy Source |
Heated extrusion nozzle + furnace sintering |
|
Feedstock |
Metal powder bound in polymer rods |
|
Materials |
Stainless steels (e.g., 17-4 PH, 316L), Tool steels, Copper |
|
Pros |
Cost-effective equipment; Easy support removal; Office-friendly and safe (no loose powder) |
|
Cons |
High shrinkage (up to 22%); Lengthy multi-step post-processing; Lower accuracy and density than PBF |
|
Applications |
Functional prototypes, manufacturing jigs and fixtures, custom tooling, low-volume production |
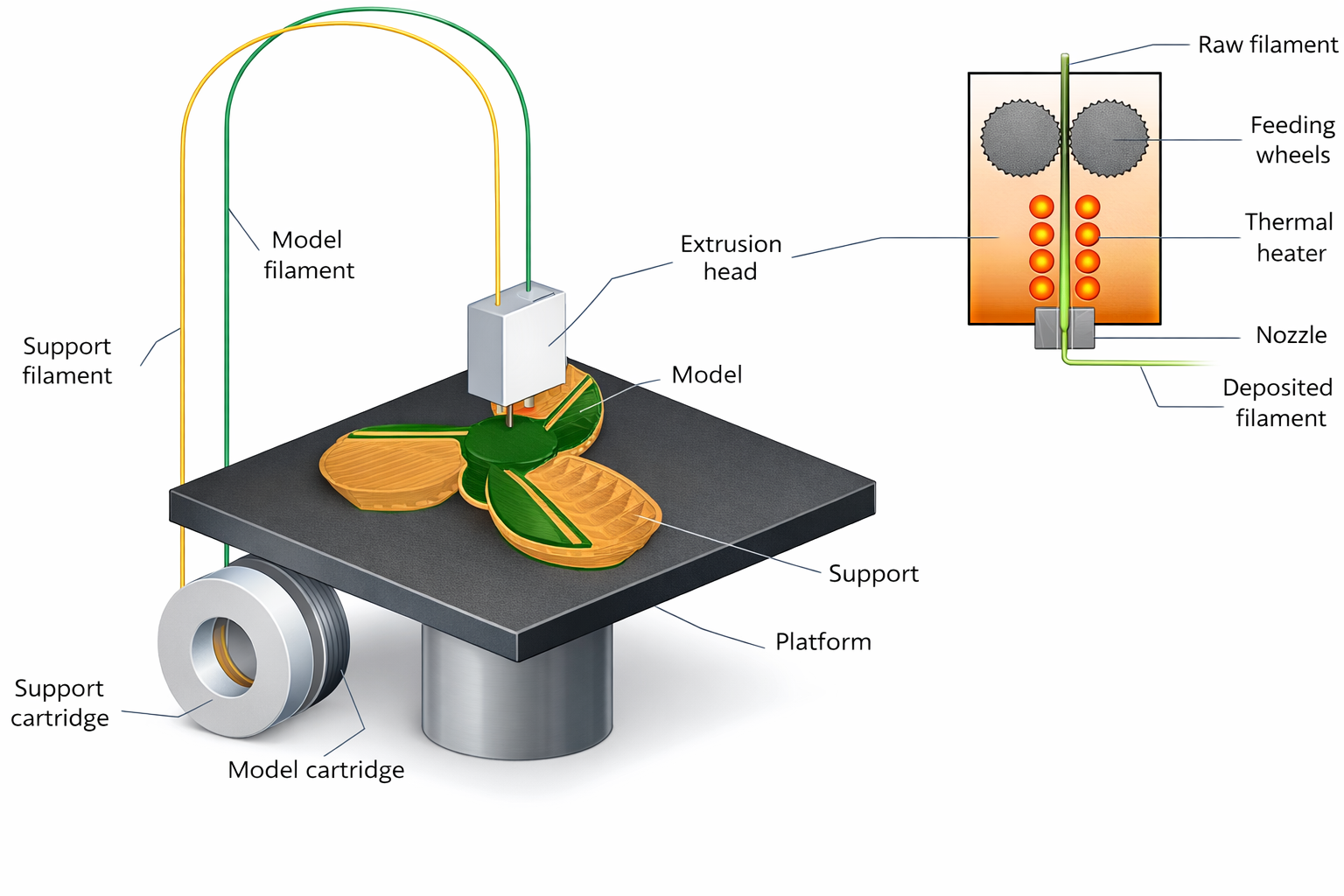
Metal FFF (Fused Filament Fabrication)
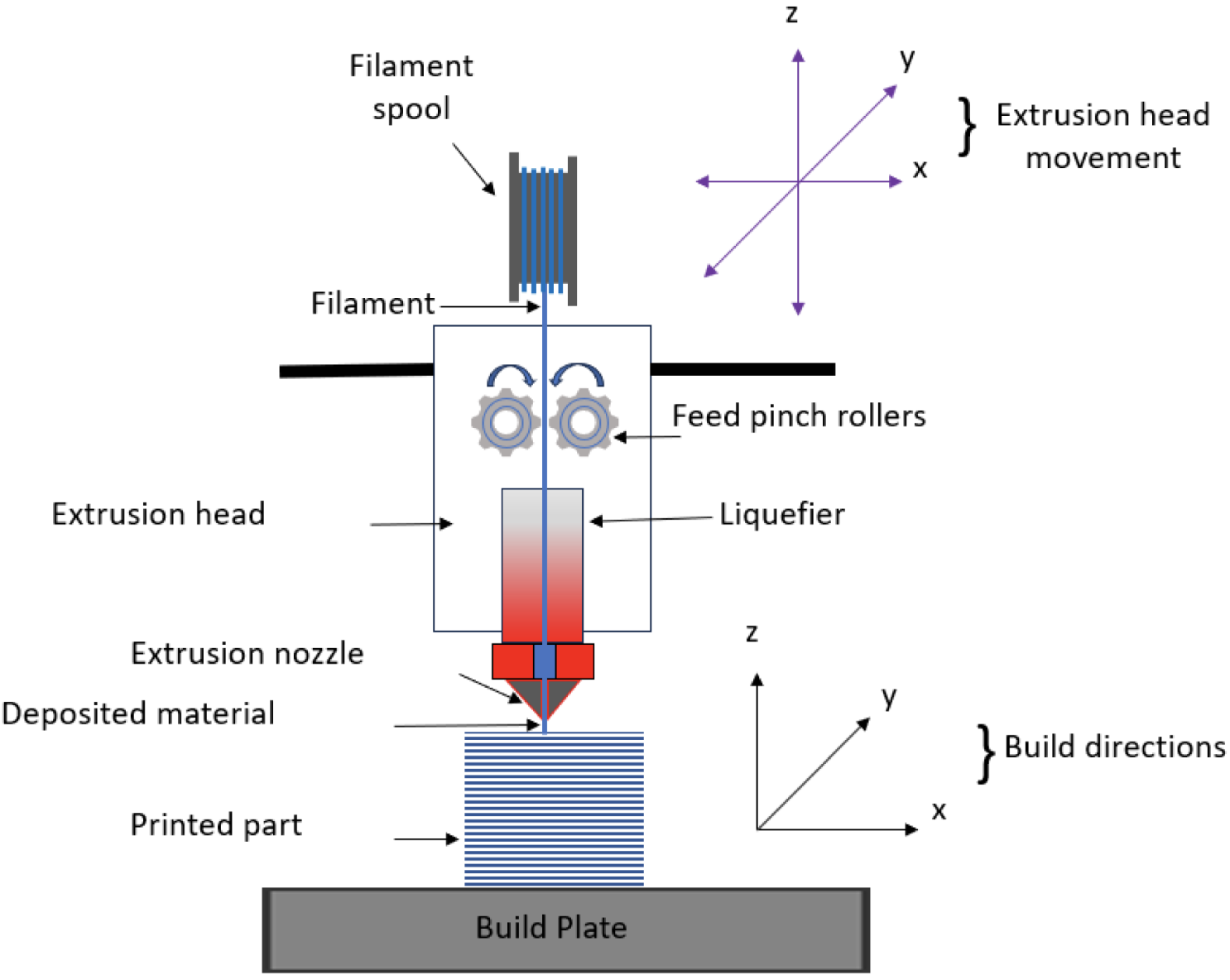
Source: mdpi.com
Metal FFF is an extrusion-based metal printing process that uses metal-filled filaments to produce dense components through a three-stage workflow:
-
Printing (Green Part): Precision pinch rollers feed the metal-loaded filament into a heated liquefier, where it is extruded through a nozzle layer by layer. The printed “green part” is scaled up to compensate for future shrinkage.
-
Debinding (Brown Part): The primary binder is removed via solvent or thermal treatment, creating a porous intermediate “brown part”.
-
Sintering (Finished Part): High-temperature furnace heating fuses the remaining metal particles into a dense solid component.
Key technical characteristics of Metal FFF are summarized below:
|
Attribute |
Details |
|---|---|
|
Energy Source |
Heated Extrusion Nozzle + Furnace Sintering |
|
Feedstock |
Metal-Loaded Filament (metal powder in flexible plastic/wax spool) |
|
Materials |
Stainless Steels (e.g., 17-4 PH, 316L), Tool Steels (e.g., H13, A2, D2), Inconel 625, Pure Copper |
|
Pros |
High affordability; Safe and easy to use; Versatile material compatibility |
|
Cons |
Noticeable shrinkage during sintering; Slight porosity; Lengthy post-processing steps |
|
Applications |
Functional prototypes, custom manufacturing jigs, end-of-arm tooling (EOAT), low-volume complex parts |
Cold Spray
Cold Spray is a metal additive manufacturing process that deposits material through high-velocity solid-state particle impact. Metal powders are accelerated to supersonic speeds by a high-pressure gas stream and bond to the substrate through severe plastic deformation without melting.
Classification Note
Cold Spray is not universally classified within a single standard AM category.
It is sometimes grouped under Directed Energy Deposition (DED) because material is delivered through a nozzle and deposited directionally onto a substrate, which aligns with the geometric deposition principle of DED systems.
However, in a strict process-physics sense, Cold Spray differs fundamentally from DED because no thermal energy source is used to melt material. Bonding occurs entirely in the solid state through kinetic energy and plastic deformation. For this reason, many frameworks classify it instead as Solid-State Additive Manufacturing or treat it as a surface engineering / repair technology.
Now let’s take a closer look at how Cold Spray works.
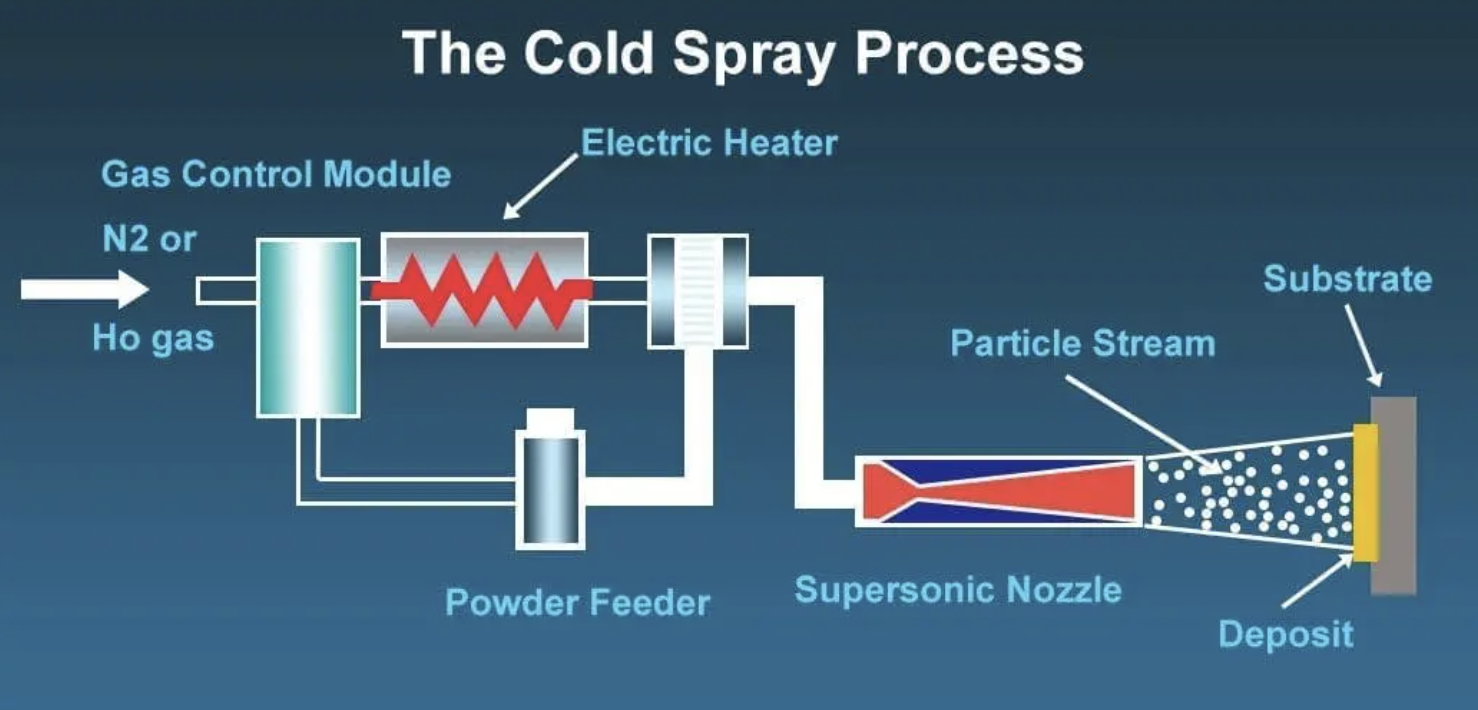
Source: coldspray.com
Cold Spray is a solid-state metal deposition process that bonds material without melting. Instead of heat, it uses particle velocity to build or repair parts:
-
Gas Acceleration: High-pressure gas expands through a supersonic nozzle.
-
Powder Injection: Metal powder enters the high-speed gas stream.
-
Particle Impact: Particles strike the surface at extreme velocity.
-
Solid-State Bonding: Impact causes plastic deformation, forming a dense bonded layer.
Key technical characteristics of Cold Spray are summarized below:
|
Attribute |
Details |
|---|---|
|
Energy Source |
Kinetic Energy (Supersonic gas expansion; no melting involved) |
|
Feedstock |
Fine Metal Powder |
|
Materials |
Ductile metals (e.g., Aluminum, Copper, Titanium, Nickel, Stainless Steel) |
|
Pros |
No melting (no oxidation or thermal damage); Zero warping or residual stress; High deposition rates; Dense, high-strength coatings |
|
Cons |
Limited to line-of-sight deposition; High equipment and gas costs; Strict surface preparation required |
|
Applications |
Repairing aerospace components, dimensional restoration, corrosion coatings, rapid CSAM |
How to Choose the Right Metal 3D Printing Technology
Selecting the right metal 3D printing technology requires balancing engineering requirements with commercial realities. To support this decision, the chart below presents a comparative evaluation of major technologies across core performance and production criteria.
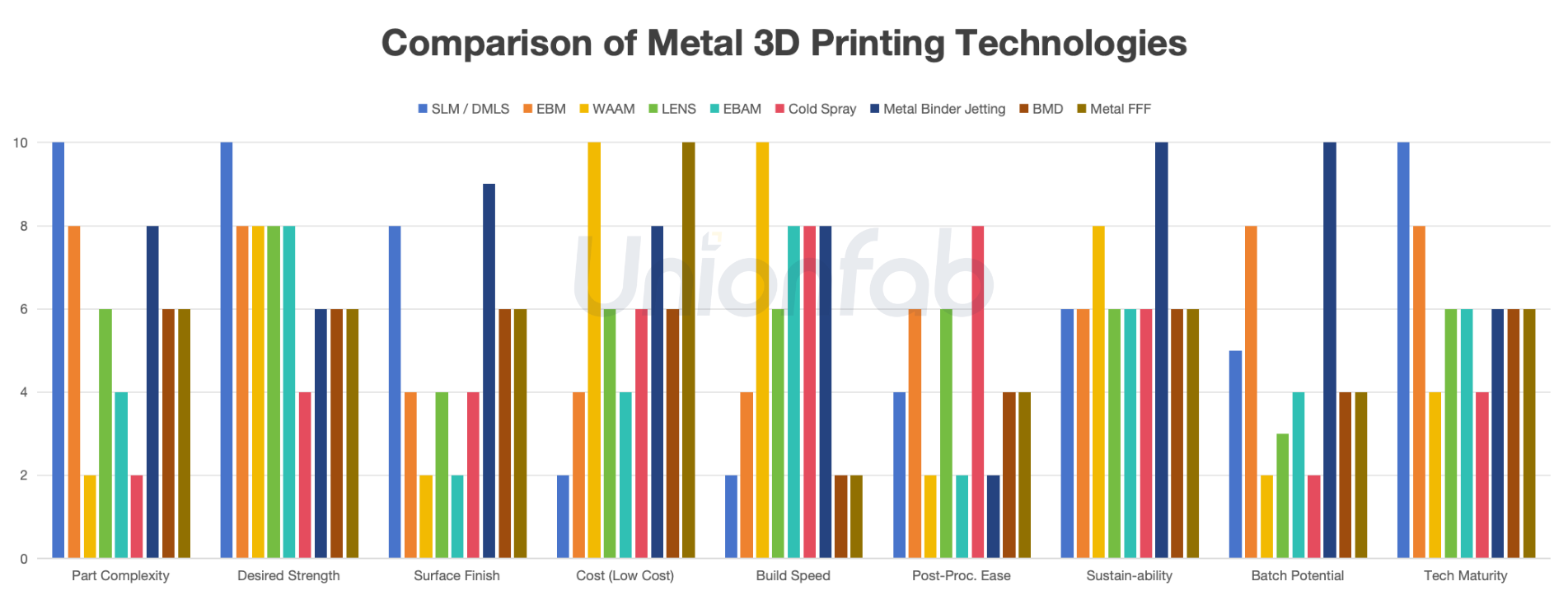
Key Takeaways
If you prioritize ultimate part complexity and mechanical strength, choose Powder Bed Fusion (SLM / DMLS or EBM).
-
Why? SLM / DMLS offers the highest resolution and material versatility for critical end-use parts. Alternatively, choose EBM if you need to batch-produce small parts (like titanium implants), as its powder pre-sintering allows for unique 3D Z-axis nesting without support structures.
If you need to manufacture massive blanks rapidly or repair high-value parts, choose Directed Energy Deposition (WAAM, EBAM, or LENS).
-
Why? WAAM and EBAM offer unmatched build speed and ultra-low costs for massive near-net-shape components (though you must account for heavy CNC post-processing). Conversely, choose powder-based LENS for precise part repairs (e.g., turbine blades) or adding multi-material features to existing parts.
If your goal is true high-


