

This informative article serves as both a knowledge guide to stainless steel 3D printing and a buying guide to help customers select the most suitable service provider.
Introduction
Stainless Steel (SS) is known for its strength, corrosion resistance, and durability, making it ideal for aerospace, medical, automotive, and consumer applications.
With recent advancements in manufacturing, 3D printing has revolutionized SS fabrication, offering greater design flexibility, reduced waste, and the precise production of complex parts.
Understanding 3D Printing Stainless Steel
Stainless steel 3D printing has become one of the most advanced and reliable methods for producing high-performance metal parts across multiple industries. By combining the precision of digital design with the strength and durability of stainless steel, additive manufacturing (AM) enables engineers to create complex geometries that were once impossible using traditional techniques.
DMLS/SLM, Binder Jetting (BJ), and Electron Beam Melting (EBM), and are common technologies used to 3D print stainless steel parts.
Stainless steel is widely applied across a variety of fields, from aerospace and automotive to healthcare and consumer products, thanks to its strength, corrosion resistance, and versatility.
Basics of Additive Manufacturing
Additive Manufacturing (AM), also known as 3D printing, builds objects layer by layer from a digital design. For stainless steel, this typically involves a metal powder and a high-powered laser. Here’s a breakdown of the process:
-
Powder Preparation: Fine stainless steel powder is spread onto a platform.
-
Laser Melting: A high-powered laser selectively melts the powder particles according to the design blueprint.
-
Layer by Layer: The platform lowers, and a new layer of powder is deposited. The laser then melts the fresh powder, fusing it to the previous layer.
-
Support Removal: Once complete, the part is removed from the machine, and any support structures used during printing are removed.
Advantages of 3D Printing Over Traditional Methods in Making Stainless Steel Parts
Compared with traditional methods like casting, molding and machining, 3d printing has several unique advantages in making stainless steel parts as follows:
-
Design Freedom
Traditional manufacturing limits complexity. 3D printing enables intricate geometries, internal channels, and lightweight structures without extra cost.
-
Faster Production
No need for molds or setups—get functional stainless steel parts in days, perfect for rapid prototyping and small-batch production.
-
Cost-Effective for Low to Medium Volumes
No tooling costs, making 3D printing affordable for prototypes, custom parts, and limited production runs.
-
Minimal Material Waste
Uses only the necessary material, reducing scrap compared to machining.
-
Strong, Integrated Parts
Fewer weak points—complex assemblies can be printed as a single durable component.
-
On-Demand Manufacturing
No need for large inventories—print only what you need, when you need it.
Typical Applications of Stainless Steel 3D Printing
Stainless steel 3D printing is transforming the way industries design and manufacture metal parts. Its unique combination of strength, durability, and design flexibility makes it suitable for a wide range of applications.
In the following sections, we’ll highlight the key industries where stainless steel 3D printing is making the biggest impact and explain why it is so widely adopted.
1. Aerospace & Automotive

-
Key Properties: High strength-to-weight ratio, temperature and corrosion resistance.
-
Applications:
-
Aerospace: Engine components (turbine blades, fuel nozzles), structural parts (brackets, mounts), tooling (jigs, fixtures).
-
Automotive: Engine and exhaust components (manifolds, valves), custom parts (brackets, connectors), prototyping.
-
-
Why It’s Suitable: Stainless steel’s strength and heat resistance are essential in both aerospace and automotive industries. 3D printing allows for the creation of intricate, lightweight designs, rapid prototyping, and reduced production costs.
2. Medical & Healthcare

Source: researchgate.com
-
Key Properties: Biocompatibility, corrosion resistance, ease of fabrication.
-
Applications:
-
Medical Devices: Surgical instruments (scalpels, forceps), implants (orthopedic implants, dental crowns), diagnostic equipment components.
-
-
Why It’s Suitable: 316L stainless steel’s biocompatibility and corrosion resistance make it ideal for medical applications. 3D printing provides the flexibility to create custom, patient-specific devices efficiently.
3. Oil, Gas & Industrial Manufacturing

-
Key Properties: Corrosion resistance, strength, wear resistance.
-
Applications:
-
Oil & Gas: Drilling equipment (valves, pumps), pipeline components (fittings, connectors), tooling (wear-resistant tools).
-
Industrial Manufacturing: Machinery components (gears, bearings), tooling (molds, jigs), wear-resistant parts (conveyor belts, cutting tools).
-
-
Why It’s Suitable: Stainless steel’s durability in harsh environments ensures reliability in oil, gas, and industrial manufacturing. 3D printing enables the production of custom parts on-demand, improving efficiency, reducing downtime, and cutting inventory costs.
4. Food, Beverage & Consumer Goods
-
Key Properties: Corrosion resistance, ease of cleaning, strength.
-
Applications:
-
Food & Beverage: Processing equipment (mixers, conveyors), custom fixtures (nozzles, molds), tooling (maintenance parts).
-
Consumer Goods: Wearables (watch cases, jewelry), electronics housings (custom enclosures), custom tools (household gadgets).
-
-
Why It’s Suitable: Stainless steel’s resistance to corrosion, ease of cleaning, and aesthetic appeal make it ideal for both food-grade applications and consumer goods. 3D printing allows for the rapid creation of custom components with high precision.
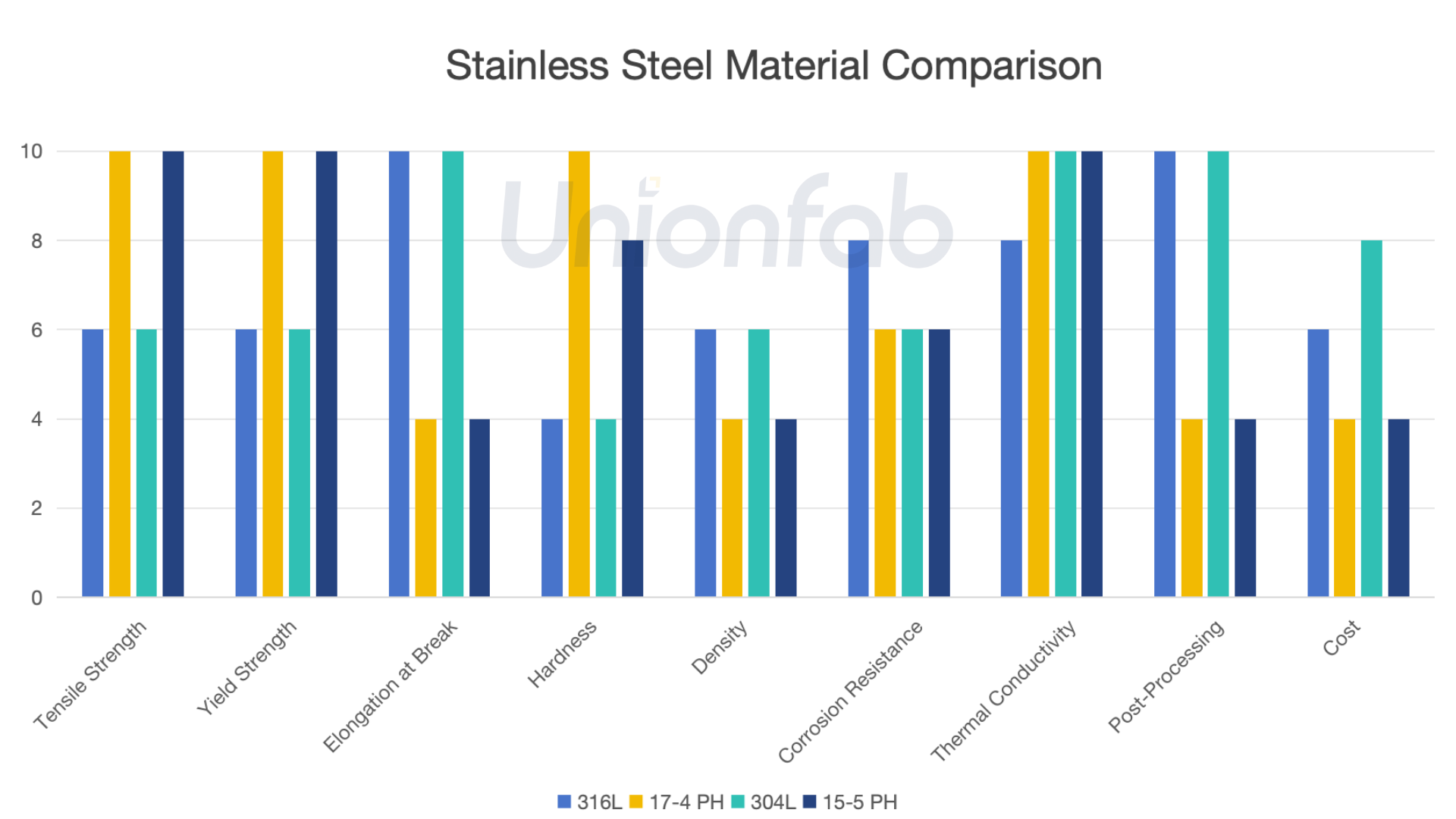
Materials Comparison: Stainless Steel 316L vs. 17-4 PH vs. 304L vs. 15-5 PH
After understanding the advantages of 3D printing for stainless steel, the next step is choosing the right material for your specific application. In 3D printing, some of the most commonly used stainless steels include 316L, 17-4 PH, 304L, and 15-5 PH. Below is a comparison of these materials to help you make an informed decision.
To provide a clearer visual representation, here’s a bar chart comparing the key properties of these materials.
Since higher scores indicate better performance in each category, materials with higher scores in tensile strength, corrosion resistance, and thermal conductivity are considered superior. Similarly, higher scores in the post-processing difficulty and cost categories also mean lower corresponding difficulty and cost, reflecting better overall efficiency and cost-effectiveness.
Next, let’s take a look at a table that provides a more detailed comparison of the key properties of each material.
|
Property |
304L |
15-5 PH |
||
|---|---|---|---|---|
|
Tensile Strength (MPa) |
485–620 |
1000–1200 |
485–620 |
1000–1100 |
|
Yield Strength (MPa) |
170–310 |
850–1000 |
170–310 |
860–1050 |
|
Elongation |
40–50 |
10–20 |
40–45 |
10–20 |
|
Hardness (Brinell) |
146–190 |
330–400 |
146–190 |
330–370 |
|
Density (g/cm³) |
7.9 |
7.75 |
7.9 |
7.75 |
|
Corrosion Resistance |
★★★★☆ |
★★★☆☆ |
★★★☆☆ |
★★★☆☆ |
|
Thermal Conductivity |
15–16 |
16–17 |
16.2 |
16–17 |
|
Post-Processing |
Stress relieving |
Solution treatment & aging |
Stress relieving |
Solution treatment & aging |
|
Cost |
$$ |
$$$ |
$ |
$$$ |
Key Takeaways:
-
Mechanical Properties: 17-4 PH and 15-5 PH have higher strength but lower ductility than 316L and 304L.
-
Corrosion Resistance: 316L excels in chloride environments, while the others offer good but lower resistance.
-
Thermal Properties: All grades have similar thermal conductivity.
-
Density: 316L and 304L are slightly denser than 17-4 PH and 15-5 PH.
-
Post-Processing: 17-4 PH and 15-5 PH require solution treatment and aging, while 316L and 304L need stress relieving.
-
Cost: 304L is the cheapest, 316L is moderate, and 17-4 PH and 15-5 PH are the most expensive.
How Do Stainless Steel 3D Printing Technologies Work?
The main technologies used in stainless steel 3D printing include Selective Laser Melting (SLM) / Direct Metal Laser Sintering (DMLS), Binder Jetting (BJ), Electron Beam Melting (EBM), Direct Energy Deposition (DED), Wire Arc Additive Manufacturing (WAAM), and Cold Spray.
Among these, SLM/DMLS, BJ, and EBM are the most commonly used, as they are the most mature processes, deliver consistently high-quality parts, and have the widest range of applications across industries.
In the following sections, we will take a closer look at how each of these technologies works.
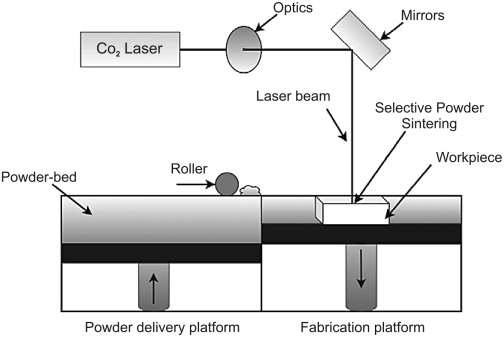
Selective Laser Melting (SLM) / Direct Metal Laser Sintering (DMLS)
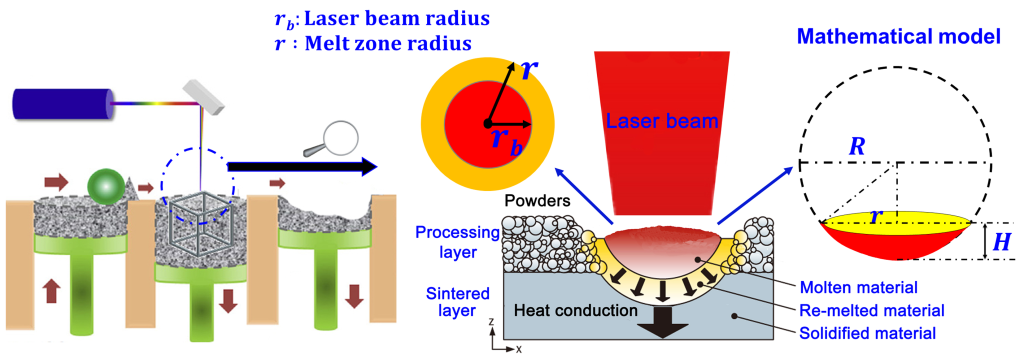
Source: wikipedia.org
SLM, also known as Direct Metal Laser Sintering (DMLS), is the most widely used technique for 3D printing stainless steel. Its process involves using a high-powered laser to melt metal powder and build parts layer by layer.
1. Powder Layering
A thin layer of metal powder is spread evenly across the build platform.
2. Laser Sintering
A high-powered laser selectively melts the metal powder based on the design file, fusing the particles together.
3. Layer-by-Layer Construction
The build platform lowers slightly, and a new layer of powder is applied. The laser then melts the fresh powder, bonding it to the previous layer.
4. Cooling and Solidification
Each melted layer solidifies as it cools, creating a strong bond with the layer beneath it.
Binder Jetting (BJ)
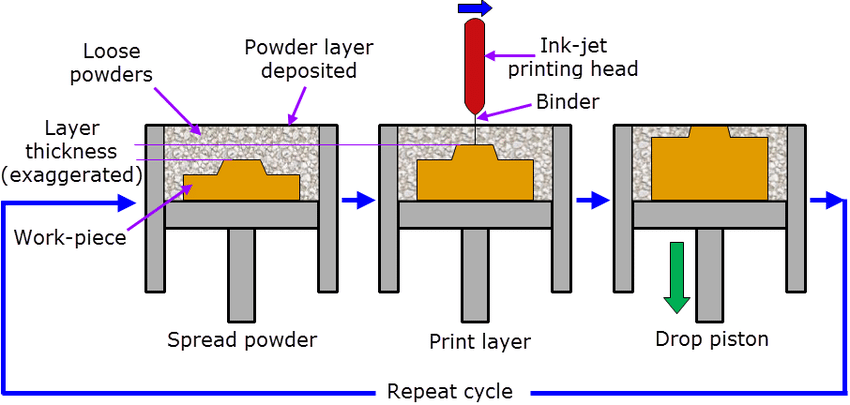
Source: oceanproperty.co.th
Binder Jetting uses a binder solution to selectively adhere metal powder particles together.
1. Powder Spreading
A layer of metal powder is evenly spread across the build platform.
2. Binder Application
A print head jets a liquid binder onto the specific areas of the powder bed, adhering the powder particles together to form the part layer.
3. Layer-by-Layer Building
After the binder is applied, a new layer of powder is spread, and the process repeats for each layer.
4. Sintering
The “green part” is placed in a furnace, where it is sintered, causing the binder to burn off and the metal powder to fuse into a solid form.
Electron Beam Melting (EBM)
Uses an electron beam to melt metal powder layer by layer in a vacuum chamber. It is similar to SLM, but uses an electron beam instead of a laser.
Source: 3dprintingindustry.com
EBM uses an electron beam to melt metal powder layer by layer in a vacuum.
1. Powder Spreading
A thin layer of metal powder is spread across the build platform within a vacuum chamber.
2. Electron Beam Melting
A focused electron beam is directed at the powder to melt it, following the path of the 3D model.
3. Layer-by-Layer Construction
After each layer is melted, the platform lowers slightly, and a new layer of powder is spread and melted by the electron beam.
4. Cooling and Solidification
The molten powder solidifies as it cools, bonding to the previous layer.
Direct Energy Deposition (DED)
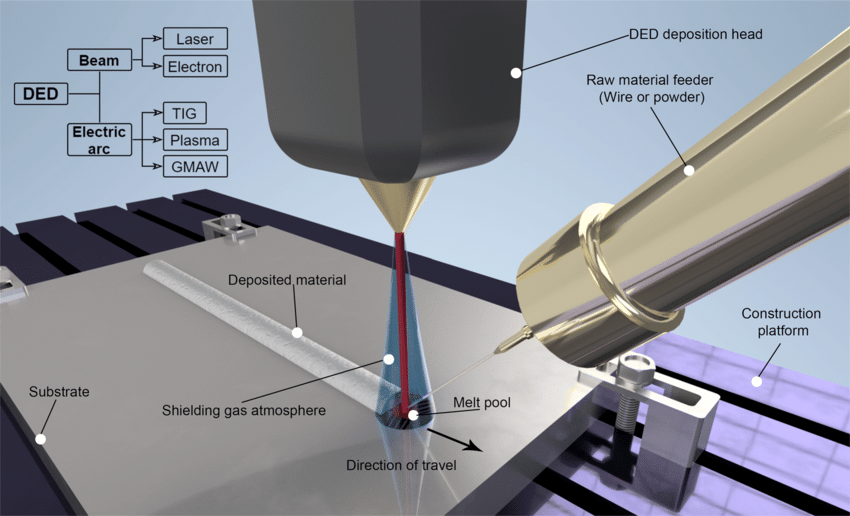
Source: additec3d.com
DED uses a focused energy source to melt metal powder or wire and deposit it directly onto a substrate.
1. Material Feeding
Metal powder or wire is fed into the melt pool created by a laser, electron beam, or plasma arc.
2. Deposition
The material is melted by the energy source and deposited directly onto the substrate, layer by layer.
3. Layer-by-Layer Construction
The substrate moves, and new material is added to the melt pool, building the part layer by layer.
4. Cooling and Solidification
The molten material solidifies, fusing with the underlying layers.
Wire Arc Additive Manufacturing (WAAM)
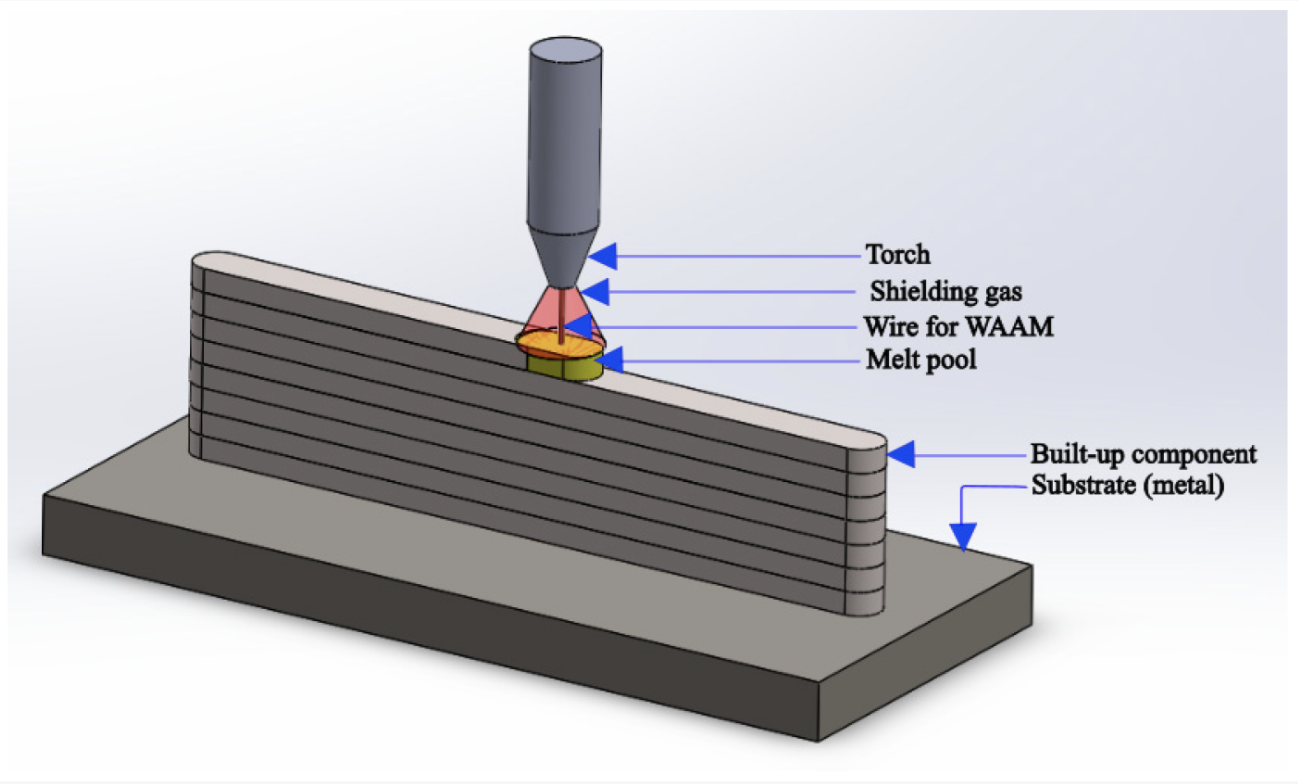
Source: mdpi.com
WAAM uses an electric arc to melt a metal wire and deposit it layer by layer.
1. Wire Feeding
A metal wire is continuously fed into an electric arc, which melts the wire.
2. Deposition
The melted metal is deposited onto the substrate, forming one layer at a time.
3. Layer-by-Layer Construction
The wire continues to feed into the arc, and the part is built layer by layer.
4. Cooling and Solidification
The molten metal cools rapidly and solidifies, bonding to the previous layer.
Cold Spray
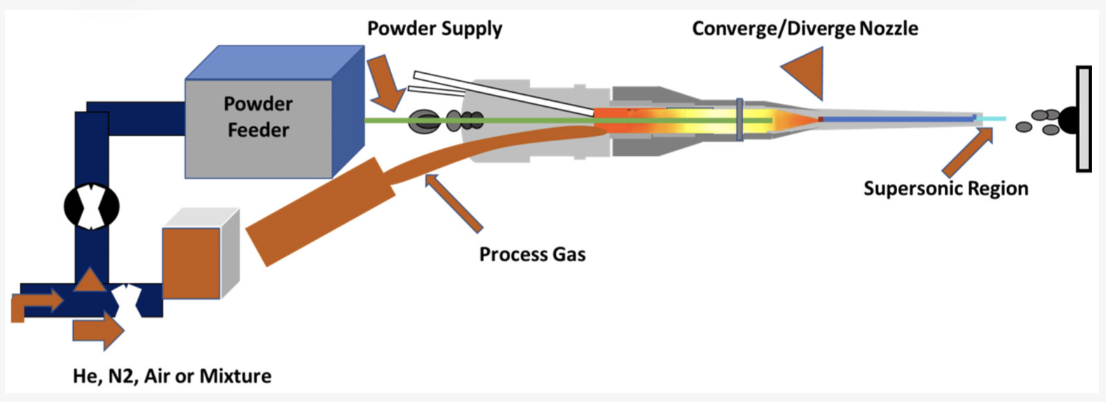
Source: mdpi.com
Cold Spray uses high-pressure gas to accelerate metal powder particles and bond them to a substrate without melting.
1. Powder Acceleration
Metal powder is accelerated using high-pressure gas to supersonic speeds.
2. Impact and Bonding
The accelerated powder particles impact the substrate and bond mechanically without melting.
3. Surface Coating
The process is ideal for applying coatings or adding material to existing parts.
4. Cooling
As no melting occurs, there is minimal thermal distortion, and the substrate remains relatively cool.
Technology Comparison: SLM/DMLS vs. BJ vs. EBM vs. DED vs. WAAM vs. Cold Spray
In this section, we’ll compare six key 3D printing technologies—SLM, BJ, EBM, DED, WAAM, and Cold Spray—for stainless steel applications. To help visualize their differences, let’s first take a look at a bar chart that highlights their performance across several key dimensions.
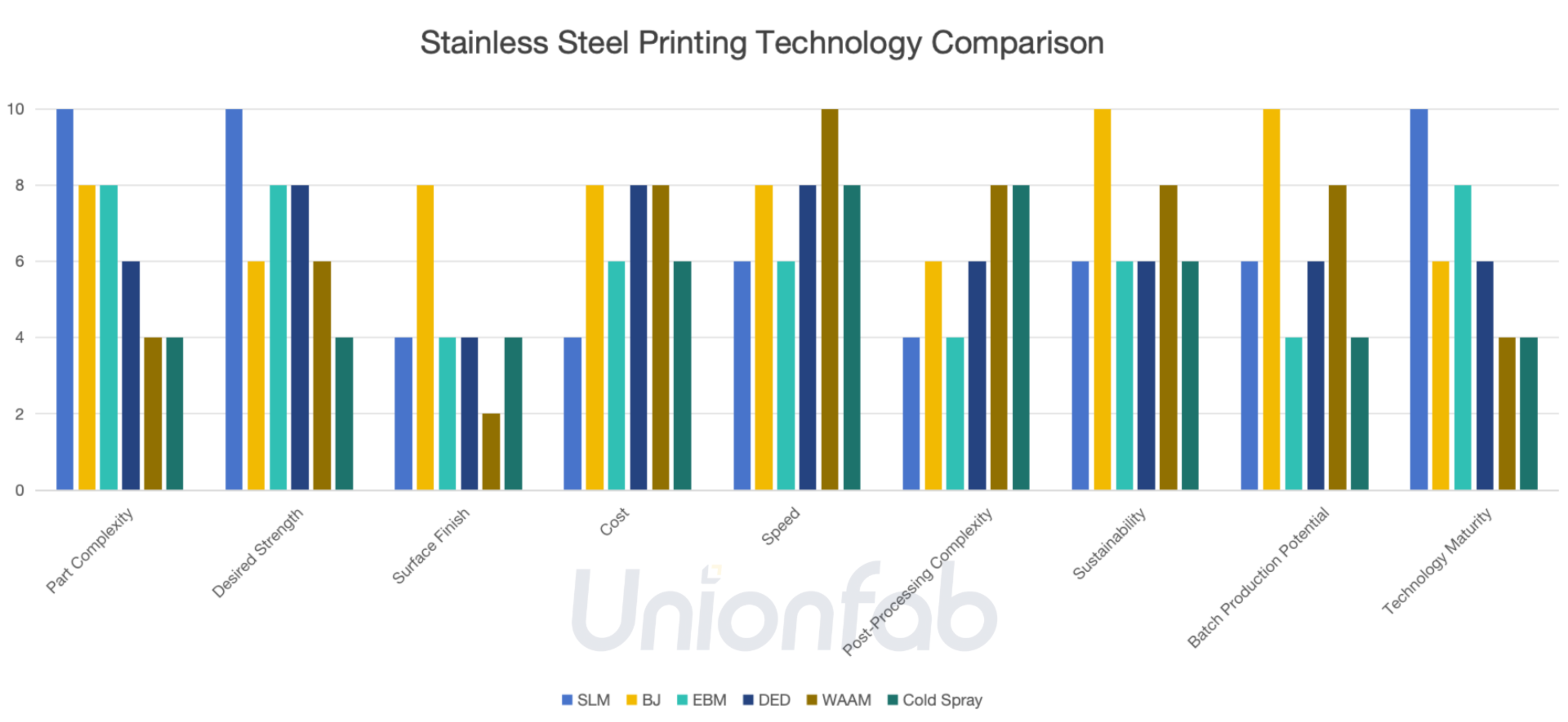
As shown in the chart, each technology offers distinct advantages and trade-offs. Next, we’ll break down these differences in more detail with a comprehensive table, comparing their characteristics across various categories.
|
Dimension |
SLM |
BJ |
EBM |
DED |
WAAM |
Cold Spray |
|---|---|---|---|---|---|---|
|
Part Complexity |
⭐⭐⭐⭐⭐ |
⭐⭐⭐⭐ |
⭐⭐⭐⭐ |
⭐⭐⭐ |
⭐⭐ |
⭐⭐ |
|
Desired Strength |
⭐⭐⭐⭐⭐ |
⭐⭐⭐ |
⭐⭐⭐⭐ |
⭐⭐⭐⭐ |
⭐⭐⭐ |
⭐⭐ |
|
Surface Finish |
⭐⭐ |
⭐⭐⭐⭐ |
⭐⭐ |
⭐
|


