Compare Metal 3D Printing, CNC Machining, Sheet Metal Fabrication, and Metal Casting to choose the right manufacturing method for custom metal parts based on geometry, tolerance, and application needs.
Introduction
Choosing the right manufacturing process for custom metal parts is rarely a straightforward decision. Different processes offer very different strengths in terms of geometry capability, dimensional accuracy, surface quality, cost structure, and production scalability. As a result, the “best” option is not universal but depends heavily on how your part is designed and what it needs to achieve in real use.
This guide is designed to simplify that decision.
It begins with a clear decision tree based on part geometry and local precision finishing requirements, allowing you to quickly narrow down whether your project is better suited for metal additive manufacturing, CNC machining, sheet metal fabrication, or metal casting.
From there, the article takes a deeper look at each process, including technical capabilities, limitations, and typical use cases. The goal is to help you move from uncertainty to a clear, practical selection for your custom metal parts.
Decision Tree for Metal Manufacturing Process Selection
This decision tree is designed to help you quickly identify the right manufacturing process based on part geometry and local precision-finishing requirements.
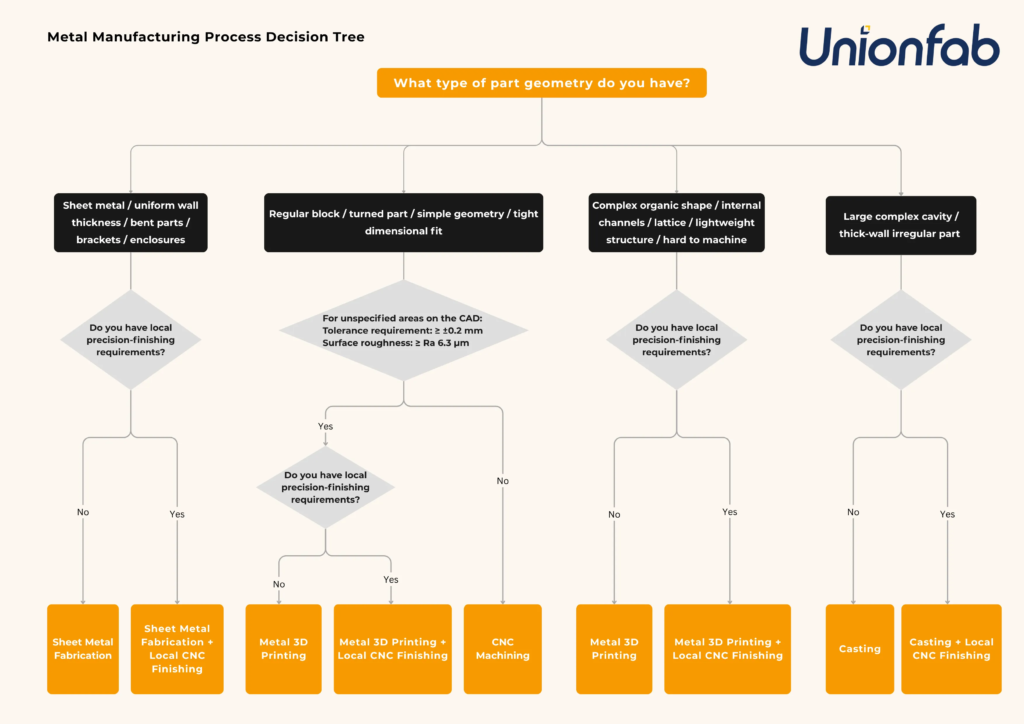
How to Interpret the Above Decision Tree
The logic behind this chart is straightforward:
First, identify the overall part geometry. Then the part will fall into one of four process paths.
For three of these paths, the manufacturing process is already determined by geometry:
- Sheet metal / uniform wall thickness / bent parts / brackets / enclosures → Sheet Metal Fabrication
- Complex organic shape / internal channels / lattice / lightweight structures / hard-to-machine features → Metal 3D Printing
- Large complex cavities / thick-wall irregular parts → Casting
In these cases, there is only one follow-up question: whether the drawing includes any local precision-finishing requirements.
- If no → the base process is sufficient
- If yes → base process + Local CNC Finishing
The second path is different:
- Regular block / turned part / simple geometry / tight dimensional fit
Here, geometry alone is not enough to decide the process, because both CNC machining and metal 3D printing may be possible.
So an additional check is needed for unspecified areas on the CAD:
- Tolerance requirement: ≥ ±0.2 mm
- Surface roughness: ≥ Ra 6.3 μm
If these conditions are acceptable → Metal 3D Printing
If not → CNC Machining
If local precision-finishing is required, it becomes: Metal 3D Printing + Local CNC Finishing
Manufacturing Processes Overview
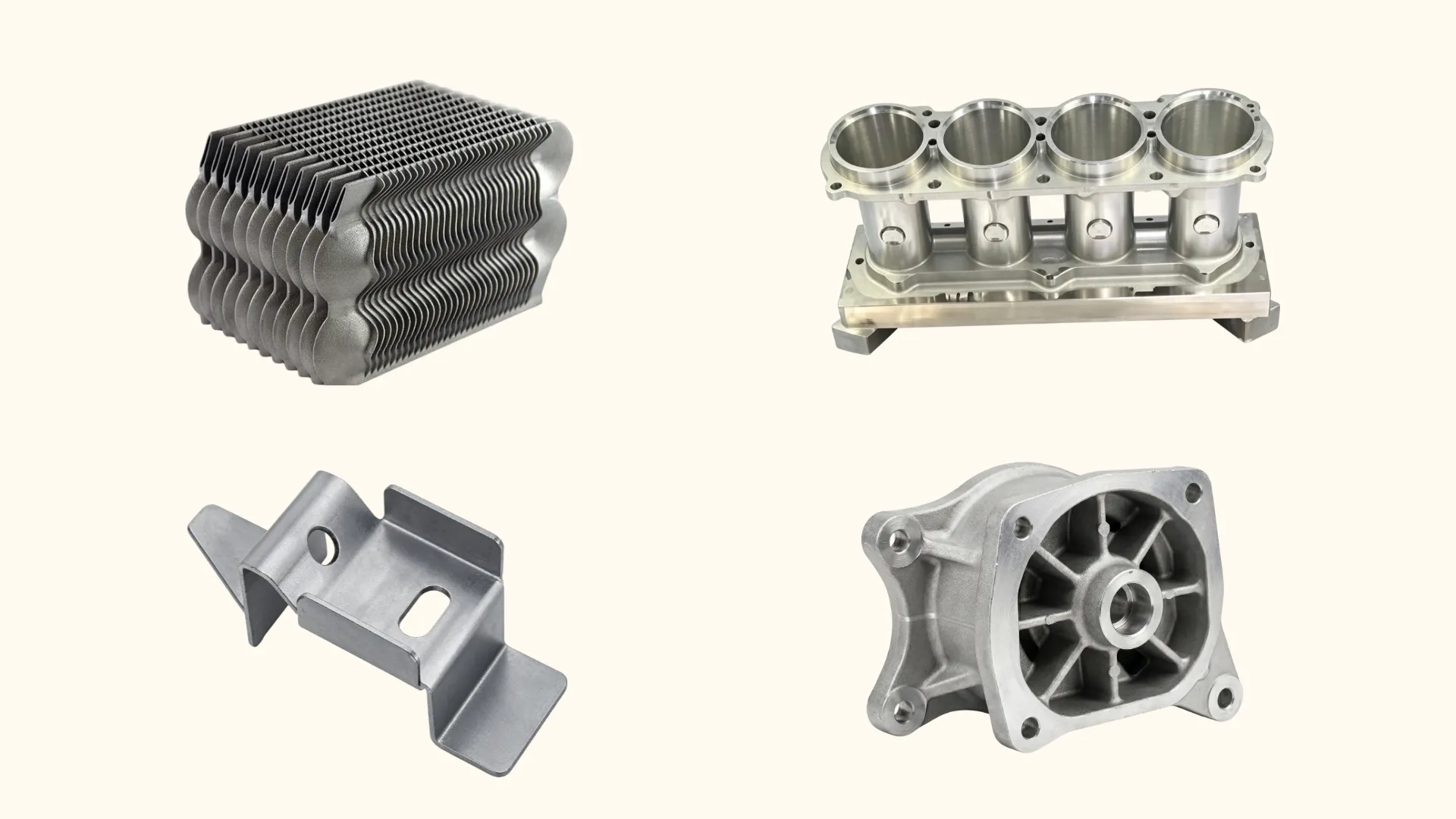
Below is a quick overview of the four most common manufacturing processes for custom metal parts.
| Process | 3D Printing | CNC Machining | Sheet Metal Fabrication | Metal Casting |
|---|---|---|---|---|
| In a Nutshell | Rapid prototyping built from the ground up. | High-precision machining from solid metal blocks. | Efficient fabrication for enclosures, housings, and structural frames. | Volume replication of complex metal components. |
| Key Advantages | No tooling required, extremely fast turnaround; Ideal for proof-of-concept, early-stage prototyping, and complex geometries. | High dimensional accuracy, excellent surface finish, and stable mechanical properties; Suitable for functional parts, engineering prototypes, and high-performance components. | High material utilization, cost-effective, and fast turnaround; Suitable for large-area structural components, covers, brackets, and enclosure-type parts. | Suitable for medium-to-high volume production of complex metal parts, especially for hard-to-machine materials; Significant cost advantages at higher production volumes. |
Metal 3D Printing
Metal 3D printing is an additive manufacturing process that builds parts directly from metal powder, layer by layer, based on a digital model. It is especially suitable for complex geometries that are difficult or impossible to machine efficiently using conventional methods.
It is commonly used for lightweight structures, internal channels, lattice designs, and integrated low-volume metal parts where geometric freedom is the top priority.
Read more about metal 3D printing technologies, comparison of metal 3D printing service providers, and metal 3D printing cost if you need a quick reference on process options, supplier comparison, or pricing structure.
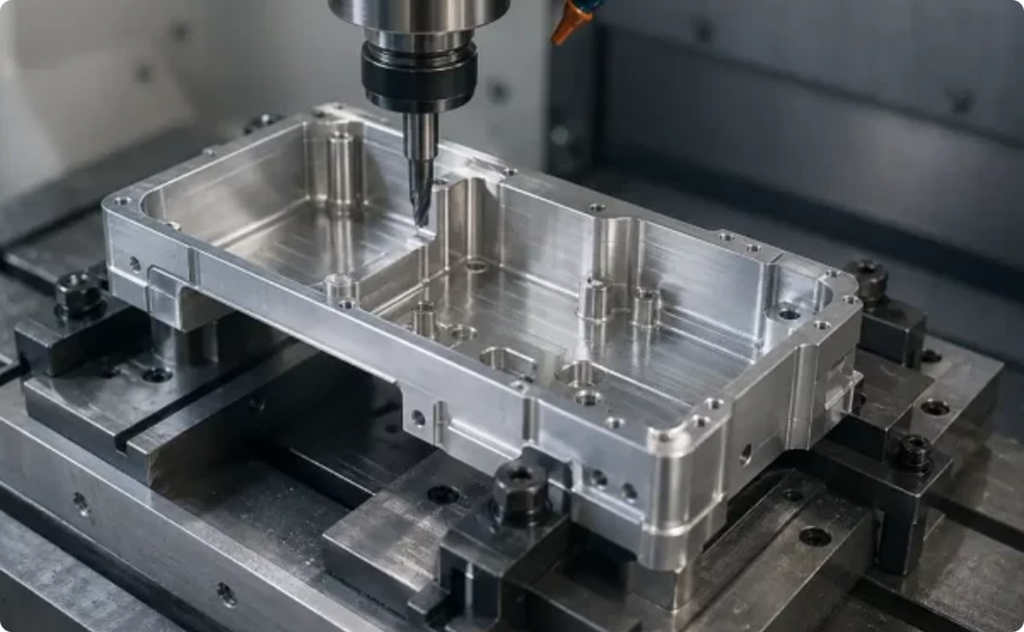
CNC Machining

CNC machining is a subtractive manufacturing process that removes material from a solid metal block using computer controlled cutting tools. It is widely used for metal parts that require tight tolerances, strong mechanical properties, and high surface quality.
This process is often the best option for functional components, engineering prototypes, and end-use metal parts that need to be machined from wrought stock.
Read more about CNC machining cost if you need a quick overview of pricing factors.
Sheet Metal Fabrication

Sheet metal fabrication is used to produce metal parts from flat sheet stock through cutting, bending, punching, and forming operations. It is particularly effective for enclosures, brackets, covers, housings, and other thin-wall structural parts.
Because it offers good material utilization and efficient processing for the right part geometry, it is often one of the most cost-effective options for formed metal components.
Metal Casting

Metal casting is a metal manufacturing route used to replicate complex metal components more efficiently than machining them from billet. It is especially useful for irregular parts, large cavity structures, and medium-volume production where geometric complexity and material waste need to be balanced.
It is often chosen when the part shape is difficult to machine efficiently and production volume is high enough for casting to offer an economic advantage.
Read more about metal casting types if you need a quick overview of the main casting methods and when each one is most suitable.
Detailed Comparison of Manufacturing Processes
The right process depends on which trade-offs matter most for your part. In practice, manufacturing decisions are usually made from two perspectives:
- Technical capability (what the process can physically achieve)
- Application fit (what the process is best used for in real production scenarios)
The first table focuses on technical limits such as accuracy, surface finish, size, and lead time. The second table compares how each process performs in real-world production decisions such as cost, materials, and use cases.
Together, they provide a complete view of both capability and practical selection criteria.
Technical Capabilities Comparison
| Process | Metal 3D Printing | CNC Machining | Sheet Metal Fabrication | Metal Casting |
|---|---|---|---|---|
| Tolerance | SLM: ±0.2%/mm (lower limit of ±0.2 mm); Metal Binder Jetting: ±0.4%/mm (lower limit of ±0.3 mm) | ISO 2768-m (Default); Custom tight tolerances down to ±0.0002″ (±0.005 mm) | ISO 2768-m (Default) | ISO 8062-3 (Default) |
| Surface Roughness | Ra 6.3 μm (Default) | As-machined: Ra 0.4 – 3.2 μm; Polished: Ra 0.8 μm; Mirror polish: Ra 0.2 – 0.4 μm | As-fabricated: Ra 3.2 μm | As-cast: Ra 1.6 – 6.3 μm |
| Maximum Build Size | SLM: 400 × 300 × 400 mm; Metal Binder Jetting: 400 × 250 × 250 mm | Up to 4000 × 1500 × 600 mm | Up to 1000 × 1200 mm | Varies by casting process |
| Minimum Wall Thickness | 0.5 mm | 0.5 mm | 0.6 mm | Typically 1.5 mm; down to 0.8 mm for zinc die casting |
| Standard Lead Time | 2 – 7 days | 7 – 15 days | 10 – 25 days | 15 – 25 days |
Note: The specifications in this table are based on manufacturing capabilities supported by Unionfab’s production services across different processes.
Production & Application Comparison
| Process | Metal 3D Printing | CNC Machining | Sheet Metal Fabrication | Metal Casting |
|---|---|---|---|---|
| Best For | Extremely complex structures, lightweight designs, internal channels, and integrated low-volume, high-performance parts | High-precision, high-strength, functional validation, and end-use solid metal parts | Thin-walled enclosures, brackets, chassis, and panels; low to medium volume delivery needs | Low to medium volume production of complex metal parts, balancing geometric freedom with volume cost |
| Initial Setup Cost | Low (No tooling required; direct production from imported 3D models) | Low to Medium (No tooling required; requires programming, fixtures, and cutting tools preparation) | Low (No tooling required; mainly flat-pattern development, programming, and bending setup costs) | High (Requires wax pattern tooling, fixtures, and initial process development) |
| Unit Cost | Extremely High (High costs for equipment, metal powder, and post-processing) | Relatively High (Significantly affected by machining time and material removal costs) | Medium (Room for cost reduction as volume increases) | Low to Medium (Cost advantage becomes more apparent as production volume scales) |
| Material Performance | Formed from real metal powder, but performance is influenced by print orientation, heat treatment, and density | Real solid metal blocks or billets; performance is closest to the final end-use state | Real sheet metal; stable performance, suitable for structural and cosmetic parts | Real cast alloys; suitable for engineering applications, but overall performance is generally slightly lower than forged or some machined raw materials |
| Surface Quality & Appearance | Fair: Original surface is relatively rough; usually requires sandblasting, polishing, or localized machining to improve | Excellent: Can achieve high surface finishes and supports post-processing like sandblasting, polishing, and electroplating | Good: Retains original sheet metal texture; stable appearance after powder coating, brushing, or anodizing | Good: As-cast surface is fair; can be significantly improved after sandblasting, shot blasting, and localized machining |
| Geometric Freedom | Highest: Suitable for complex internal cavities, lattice structures, conformal cooling channels, and topology-optimized structures | Medium: Free outer shapes, but restricted by tool accessibility, internal corner radii, and fixturing methods | Low: Suitable for 2.5D profiles and bent structures; not suitable for complex closed internal cavities | High: Suitable for complex curved surfaces and internal cavities, but pouring, shrinkage, and castability must be considered |
| Example Materials | Aluminum (AlSi10Mg, 6061), Titanium (TC4), Stainless Steel (316L, 17-4PH), Maraging Steel, CuCrZr, Inconel 625, etc. | Aluminum Alloys, Copper Alloys, Bronze Alloys, Brass Alloys, Stainless Steel, Steel Alloys, Titanium Alloys, etc. | Carbon Steel (SPCC, SECC, SGCC), Stainless Steel (SUS304, SUS316), Aluminum (5052), Copper (Sheets), etc. | Stainless Steel (304, 316), Carbon Steel, Copper Alloys (Brass, Bronze), Cast Aluminum Alloys, Superalloys, etc. |
Key Takeaways
Now the choice is not about which process is “best”, but which trade-offs matter most for your specific situation.
Choose Metal 3D Printing If:
- you need extremely complex geometry, internal channels, or lattice structures
- you need lightweight, integrated, or hard-to-machine parts
- you are producing low-volume, high-performance metal components
- geometric freedom matters more than unit cost
Choose CNC Machining If:
- you need tight tolerances and strong dimensional control
- you need high-strength, end-use metal parts from solid stock
- you want excellent surface finish and stable mechanical performance
- precision matters more than complex internal geometry
Choose Sheet Metal Fabrication If:
- you need bent, thin-walled metal parts such as brackets, enclosures, or panels
- you want efficient production for structural or housing-type components
- you need a cost-effective process for low to medium volumes
- your part geometry fits flat-pattern and forming workflows
Choose Metal Casting If:
- you need complex metal parts in low to medium production volumes
- you want to reduce waste compared with machining from billet
- your part has curved surfaces, cavities, or irregular thick-wall geometry
- you need a better balance between geometric complexity and scaled unit cost
FAQ
Can I use the same metal materials across all these manufacturing processes?
Not always. While materials like Stainless Steel and Aluminum are highly versatile and can be machined, cast, or 3D printed, the material form factor dictates the process. Sheet metal fabrication strictly requires flat sheet stock (excellent for forming copper busbars or aluminum panels). 3D metal printing requires specific, highly refined metal powders (like Titanium or Inconel). CNC machining works with solid billets, accommodating almost any workable metal, including hard-to-machine alloys like brass or hardened steel.
Which process should I choose if my metal part requires the tightest possible tolerances?
CNC machining is the gold standard for precision, routinely achieving tolerances as tight as ±0.001 inches (±0.025 mm) or better. While sheet metal fabrication is highly accurate for cutting, secondary operations like CNC press brake bending introduce slight variations due to material springback. Both 3D metal printing and metal casting generally yield rougher surfaces and looser tolerances out of the machine, often requiring secondary CNC machining operations on critical mating surfaces.
What is the fastest way to get custom metal prototypes?
For rapid prototyping, 3D metal printing and CNC machining are typically the fastest because they do not require custom tooling or molds. Sheet metal fabrication is also exceptionally fast for parts that primarily require laser cutting and basic bending. Conversely, metal casting processes, particularly investment casting, have the longest lead times because a master pattern, a ceramic shell, and gating systems must be created before the first part can be poured.
How do I manufacture a metal part with internal channels or complex organic geometries?
3D metal printing (such as DMLS or SLM) is uniquely capable of producing parts with complex internal cooling channels, lattices, or organic topographies that are physically impossible to manufacture using subtractive methods. Investment casting is also excellent for intricate exterior geometries, but is limited by mold accessibility.